真空焼入れにおけるワークの変形を防ぐには、均一な加熱、完全な浸透加熱(保持)、および精密に管理された焼入れという3つの異なる段階を細心の注意を払って制御する必要があります。目標は、熱処理サイクル全体を通して熱勾配と内部応力を最小限に抑えることです。不均一な温度変化が歪みの直接的な原因となるためです。
真空焼入れの核心的な課題は、熱伝達が主に放射によって行われるため、不均一になる可能性があることです。変形を首尾よく防ぐには、放射加熱をガス対流で補完し、その後、冷却速度を正確に制御して、ワーク全体が可能な限り均一に金属組織変換を起こすようにする必要があります。
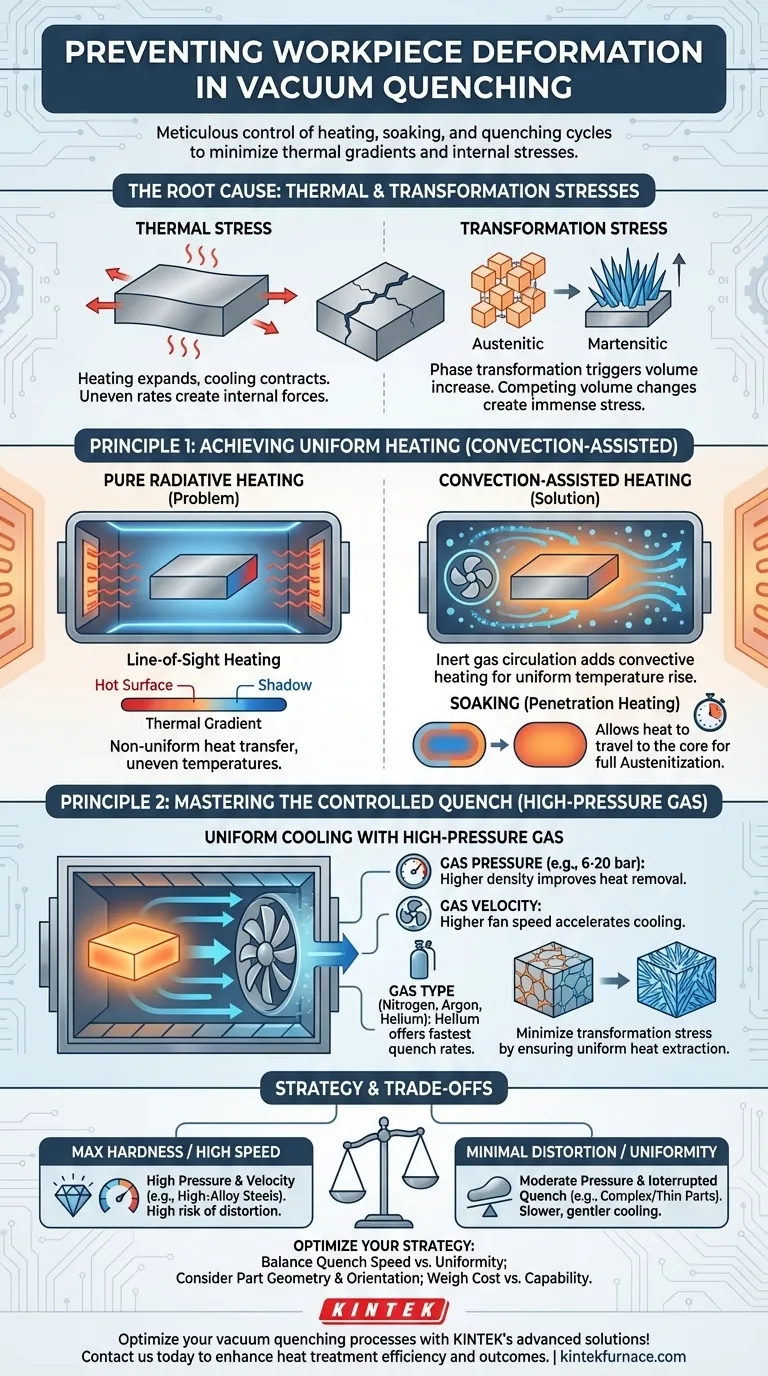
根本原因:熱応力と変態応力
解決策を検討する前に、焼入れ中にワークを変形させたり、割れさせたりする2つの力を理解することが重要です。
熱応力
金属は加熱すると膨張し、冷却すると収縮します。ワークのある部分が別の部分よりも速く加熱または冷却されると、この膨張または収縮の違いによって内部応力が発生します。熱応力として知られるこれらの応力は、部品を永久に変形させるほど強力になることがあります。
変態応力
焼き入れ可能な鋼の場合、焼入れプロセスは、オーステナイトと呼ばれる結晶構造から、非常に硬いマルテンサイトと呼ばれる構造への相変態を引き起こします。この変態にはわずかな体積増加が伴います。部品の表面がマルテンサイトに変態する一方で、コアがまだ高温でオーステナイト状態にある場合、競合する体積変化により巨大な内部変態応力が発生し、歪みや焼入れ割れの主な原因となります。

原則1:均一な加熱の達成
応力を最小限に抑えるための最初のステップは、ワークがオーステナイト化温度に均一に到達することを確認することです。真空中でこれは独特の課題をもたらします。
純粋な放射加熱の問題点
高真空では、熱は炉の発熱体からの放射によってほぼ排他的に伝達されます。これにより、「直視」加熱が発生し、発熱体に直接面する表面が、遮蔽されているか「影」になっている表面よりもはるかに速く熱くなる可能性があります。これはすぐに熱勾配と内部応力を導入します。
解決策:対流補助加熱
これを相殺するために、低圧の高純度不活性ガス(通常は窒素)が加熱ゾーンに導入されます。ファンがこのガスを循環させ、対流加熱成分を追加します。移動するガスは、発熱体の直線上になくてもワークのすべての表面に熱を運び、はるかに均一な温度上昇を促進します。
保持(浸透加熱)の重要性
部品の表面が目標温度に達したら、特定の期間その温度に保持する必要があります。この「保持」期間は、浸透加熱とも呼ばれ、熱が部品の表面からコアに伝わる時間を与えます。適切な保持により、断面全体が均一な温度になり、完全にオーステナイトに変態し、成功する焼入れの準備が整います。
原則2:制御された焼入れの習得
焼入れの目的は、必要な硬いマルテンサイト構造を形成するのに十分な速さで部品を冷却することですが、過度の応力を発生させるほど無秩序に冷却することではありません。
高圧ガスによる均一な冷却
最新の真空炉は、高圧ガス焼入れを使用しています。保持後、高温のワークは冷却室に移動され、強力なファンによって循環される高圧不活性ガス(窒素、アルゴン、ヘリウムなど)が急速に充填されます。
重要なのは、すべての表面から熱を均一かつ十分に迅速に除去することです。これにより、マルテンサイトへの変態が部品全体でほぼ同時に起こり、変態応力を最小限に抑えます。
主要な焼入れ変数
プロセスエンジニアは、冷却速度を制御するためにいくつかの手段を持っています。
- ガス圧: 高圧(例:6、10、または20バール)はガス密度を増加させ、熱除去能力を劇的に向上させます。
- ガス速度: ファン速度が高いほど、部品上を流れるガスの量が増加し、冷却が加速されます。
- ガスタイプ: ヘリウムは窒素よりもはるかに高い熱伝導率を持ち、最速の焼入れ速度を提供しますが、はるかに高価です。
トレードオフの理解
変形ゼロを達成することはバランスの取れた行為であり、すべての選択にはトレードオフが伴います。
速度 vs. 均一性
非常に速い焼入れ速度は、特に低合金鋼で最大の硬度を達成するのに優れています。しかし、それはまた、最も深刻な熱衝撃と最も高い変形のリスクを生み出します。遅い焼入れは部品に穏やかですが、鋼の「臨界冷却速度」を超えない場合、必要な硬度を達成できない可能性があります。
部品の形状と装入
厚い部分と薄い部分の両方を持つ複雑な部品は、本質的に歪みやすいものです。薄い部分は常に厚い部分よりも速く冷却されます。炉内での部品の適切な方向とラックへの配置は、加熱要素と焼入れガスの流れの両方への均一な曝露を確保するために重要です。
コスト vs. 能力
高圧焼入れ(10バール以上)と可変ファン速度を備えた真空炉は、最大のプロセス制御を提供しますが、かなりの設備投資が必要です。超高速焼入れにヘリウムを使用することは法外に高価になる可能性があり、通常は最も要求の厳しい用途に限定されます。
目標に合った適切な選択をする
あなたの戦略は、ワークピースの特定の要件に合わせて調整する必要があります。
- 高合金工具鋼で最大の硬度を最優先するなら: 急速焼入れが必要です。高ガス圧(6~20バール)と高速循環を優先してください。
- 複雑な部品や薄い部品で最小限の変形を最優先するなら: 生の速度よりも均一性を優先し、中程度のガス圧を使用したり、温度を均一にするために中断焼入れや多段階焼入れを導入したりする可能性があります。
- 汎用部品を費用対効果高く加工することを最優先するなら: 2~6バールの窒素焼入れは信頼できる主力ですが、均一性を促進するために保持時間と部品の装入を最適化することに重点を置く必要があります。
最終的に、真空焼入れにおける変形を防ぐことは、プロセスのあらゆる段階で温度変化の速度と均一性を制御することに尽きます。
要約表:
| 要素 | 主要なポイント |
|---|---|
| 均一な加熱 | 放射加熱による熱勾配を避けるため、不活性ガス(例:窒素)を用いた対流補助加熱を使用する。コア温度の均一性のために適切な保持を確実にする。 |
| 制御された焼入れ | 高圧ガス焼入れ(例:6~20バール)を使用し、ガスタイプ、圧力、速度などの制御された変数を用いて、変態応力を最小限に抑え、均一な冷却を確実にする。 |
| 応力管理 | バランスの取れた加熱・冷却速度、部品の形状と装入の最適化により、熱応力と変態応力に対処し、歪みを低減する。 |
| トレードオフ | 焼入れ速度と均一性、部品の複雑さと配置、コストと能力のバランスを取り、硬度や最小限の歪みなどの特定の目標に合わせてプロセスを調整する。 |
KINTEKの先進ソリューションで真空焼入れプロセスを最適化しましょう! 卓越した研究開発と自社製造を活かし、マッフル炉、管状炉、回転炉、真空炉・雰囲気炉、CVD/PECVDシステムなどの高温炉システムを多様な研究室に提供しています。当社の強力なディープカスタマイズ能力は、お客様固有の実験ニーズとの正確な連携を保証し、最小限の変形と優れた結果を達成するのに役立ちます。今すぐお問い合わせください。お客様の熱処理効率と成果をどのように向上できるかご相談ください!
ビジュアルガイド