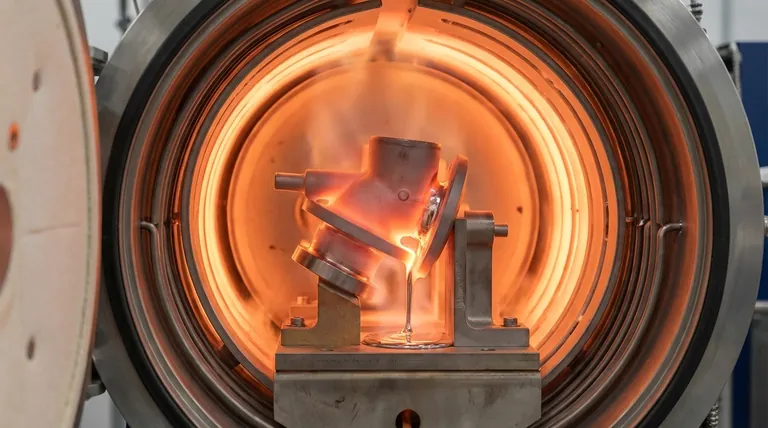
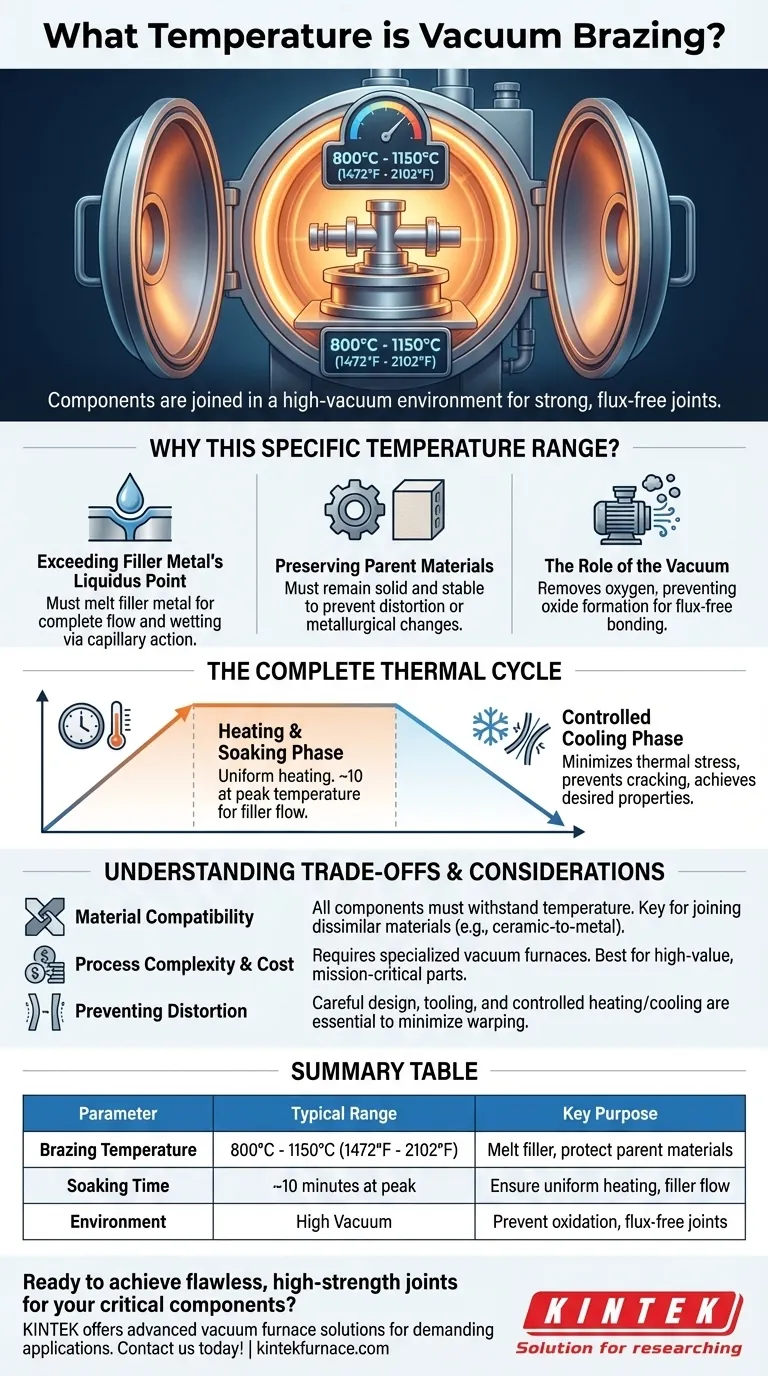
真空ろう付けでは、部品は約800℃から1150℃(1472°Fから2102°F)の範囲の温度で接合されます。このプロセスは高真空炉内で行われ、材料間に強力でフラックスフリーの接合を可能にする非常にクリーンな環境を作り出します。
特定の温度は任意ではありません。ろう付けフィラーメタルの融点を超えるように慎重に選択され、同時に母材の熱損傷や望ましくない冶金学的変化を最小限に抑えます。
この特定の温度範囲の理由
温度は真空ろう付けにおいて最も重要なパラメータですが、その選択はフィラーメタルの要求と接合される部品の制限との間の慎重なバランスです。
フィラーメタルの液相線温度を超える
適切なろう付けを行うためには、フィラーメタルが溶融し、毛細管現象によって接合部に流れ込む必要があります。選択される温度は、フィラーの液相線温度(完全に液体になる点)よりも高くなければなりません。これにより、接合面への完全な流れと濡れが保証されます。
母材の保護
フィラーは溶融する必要がありますが、接合される母材は固体で安定した状態を維持する必要があります。ろう付け温度の上限は、母材が変形、弱化、または望ましくない冶金学的変化を起こし始める点によって制限されます。目標は、部品の完全性を損なうことなく、ろう付け合金を活性化するのに十分なだけアセンブリを加熱することです。
真空の役割
このプロセスを真空中で行うことは不可欠です。真空は酸素やその他の反応性ガスを除去し、金属表面での酸化物の形成を防ぎます。この清浄性により、溶融したフィラーメタルが化学フラックスを必要とせずに母材と直接結合することができ、よりクリーンで強力な接合が得られます。
完全な熱サイクル:ピーク温度以上のもの
ろう付け接合を成功させるには、ピーク温度だけでなく、加熱と冷却のプロファイル全体が関与します。
加熱とソーク(保持)フェーズ
目標温度に達すると、アセンブリはその温度で特定の時間、多くの場合約10分間「ソーク(保持)」されます。このソーク期間により、アセンブリ全体が均一な温度に達し、フィラーメタルが接合部全体に完全に流れ込むのに十分な時間が確保されます。
制御された冷却フェーズ
ソーク後、アセンブリは高度に制御された方法で冷却されます。冷却速度は、熱応力を最小限に抑え、亀裂を防ぎ、接合部と母材の両方で望ましい最終微細構造と機械的特性を達成するために重要です。
トレードオフと考慮事項の理解
真空ろう付けは強力ですが、要求の厳しいプロセスです。その高温の性質は、管理しなければならない特定の課題をもたらします。
材料の適合性
主な制限は、アセンブリ内のすべてのコンポーネントが、損傷することなく必要なろう付け温度に耐えられる必要があることです。これは、熱膨張率が異なるセラミックスと金属などの異種材料を接合する場合に特に重要な設計上の考慮事項です。
プロセスの複雑さとコスト
真空ろう付けには、高品質の真空炉やクリーンな組立室など、専門的で高価な設備が必要です。このプロセスは、溶接やはんだ付けなどの他の接合方法よりも複雑で時間がかかるため、高価値またはミッションクリティカルなコンポーネントに最適です。
歪みの防止
真空ろう付けは熱影響を最小限に抑えるために使用されますが、適切に管理しないと高温によって歪みが発生する可能性があります。これには、慎重な部品設計、熱サイクル中にアセンブリをサポートするための適切な工具と治具、および正確に制御された加熱および冷却速度が必要です。
アプリケーションに適した選択
接合プロセスの選択は、性能、材料、コストに関するプロジェクトの特定の要件に完全に依存します。
- 異種材料(例:セラミックスと金属)の接合が主な焦点である場合:真空ろう付けは、その制御された熱環境とフラックスフリープロセスにより優れた選択肢です。
- 敏感な合金(例:航空宇宙部品)で漏れのない高強度接合を作成することが主な焦点である場合:歪みと酸化を最小限に抑えるプロセスの能力は、優れた、そしてしばしば必要な選択肢となります。
- シンプルで低コストの組み立てが主な焦点である場合:機械的固定、はんだ付け、または従来の溶接などの他の接合方法が、より実用的で経済的である可能性が高いです。
真空ろう付けの熱原理を理解することで、重要なコンポーネントに最も信頼性が高く効果的な接合方法を選択することができます。
要約表:
| パラメータ | 一般的な範囲 | 主な目的 |
|---|---|---|
| ろう付け温度 | 800°C - 1150°C (1472°F - 2102°F) | 母材を損傷することなくフィラーメタルを溶融させる |
| ソーク時間 | ピーク温度で約10分間 | 均一な加熱とフィラーメタルの完全な流れを確保する |
| 環境 | 高真空 | フラックスフリーで高強度な接合のために酸化を防ぐ |
重要なコンポーネントに完璧で高強度な接合を実現する準備はできていますか?
KINTEKでは、卓越した研究開発と社内製造を活用し、要求の厳しいろう付けアプリケーションに合わせた高度な真空炉ソリューションを提供しています。セラミックスと金属などの異種材料の接合や、航空宇宙部品の漏れのないシール作成など、当社の専門知識は優れた結果のための最適な熱サイクルを保証します。
当社の高温炉ソリューションには以下が含まれます:
- 正確で制御されたろう付け環境のための真空炉および雰囲気炉。
- 研究開発および特殊プロセス用のチューブ炉およびマッフル炉。
- お客様独自の実験および生産要件を満たすための強力な深いカスタマイズ。
今すぐお問い合わせください。当社の真空ろう付けソリューションがお客様の製品品質と信頼性をどのように向上させることができるかについてご相談ください。
ビジュアルガイド
関連製品
- 真空熱処理焼結ろう付炉
- ラミネーションと加熱のための真空ホットプレス炉機械
- ステンレス鋼クイックリリースバキュームチェーン3セクションクランプ
- 304 316 ステンレス鋼の真空システムのための高い真空の球停止弁
- ステンレス鋼 KF ISO 真空フランジ ブラインド プレート高真空システム用



















