性能の限界で作業するエンジニアや科学者にとって、真空焼鈍は単なるクリーニング工程ではなく、重要な材料のコンディショニングプロセスです。これは、2つの主要な問題を解決するために、ステンレス鋼を分子レベルで根本的に変化させます。それは、水素のアウトガスを劇的に減らして超高真空圧を可能にし、高感度実験での使用のために材料の磁気透磁率を最小限に抑えます。
真空焼鈍は、部品の表面をきれいにするものではありません。それは、金属自体の内部に閉じ込められたガスを除去し、その磁気特性をリセットする熱処理プロセスであり、標準的なステンレス鋼を極限環境に適した材料に変えます。
中心的な問題:金属に閉じ込められたガス
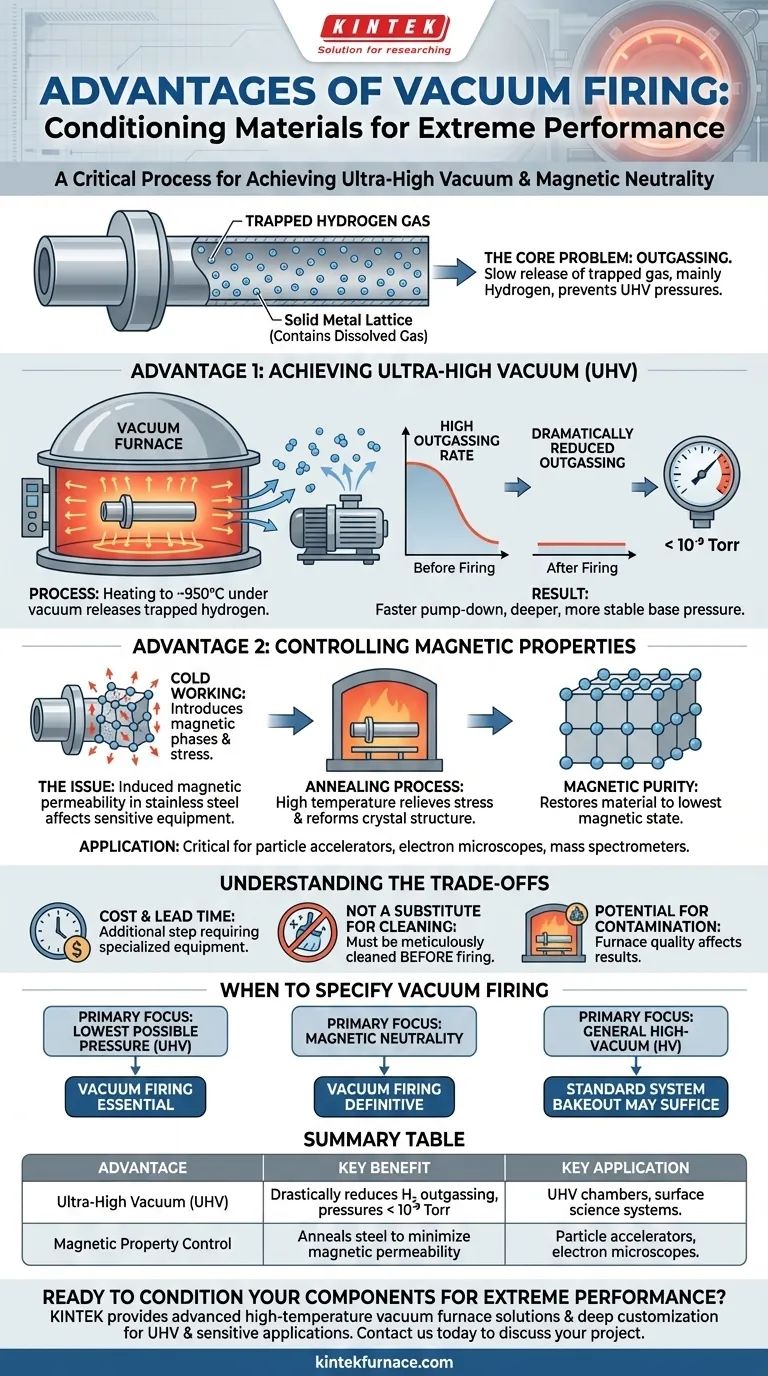
真空焼鈍の利点を理解するには、まず固体金属が実際には完全に固体ではないことを理解する必要があります。製造過程で結晶格子内に閉じ込められた、主に水素である大量の溶解したガス原子を含んでいます。
アウトガスとは?
アウトガスとは、これらの閉じ込められたガス分子が材料の内部から真空環境へゆっくりと放出されることです。このプロセスは、真空チャンバーが可能な限り低い(ベース)圧力に達するのを妨げる最大の要因です。
水素が主な原因である理由
ステンレス鋼では、水素が主な原因です。その原子は信じられないほど小さいため、金属の構造を比較的容易に拡散できます。チャンバーの圧力を下げると、この閉じ込められた水素がゆっくりと漏れ出し、ポンプが除去しようと絶えず働くガスの分子を追加します。

利点1:超高真空(UHV)の達成
部品を真空焼鈍する主な理由は、水素のアウトガスと戦い、超高真空範囲(10⁻⁹ Torr未満)の圧力を達成することです。
真空焼鈍の仕組み
このプロセスには、洗浄された部品を真空炉に入れ、真空下で高温(オーステナイト系ステンレス鋼の場合は通常約950°C)に加熱することが含まれます。この熱は、閉じ込められた水素原子が金属格子から解放され、表面に拡散するために必要なエネルギーを与え、そこで周囲の真空がそれらを永久に取り去ります。
結果:アウトガスの劇的な低減
冷却後、部品に含まれる溶解した水素は大幅に少なくなります。この部品を後で真空システムに取り付けると、そのアウトガス率は桁違いに低くなります。これにより、ポンプはそうでない場合に達成できるよりもはるかに深く、より安定したベース圧力を達成できます。
利点2:磁気特性の制御
特定の科学的用途では、「非磁性」ステンレス鋼のわずかな磁気でさえ大きな問題となる可能性があります。真空焼鈍は、高純度な焼鈍プロセスとして機能することで、これに対処します。
透磁率の問題
磁気透磁率は、材料が磁場をサポートする容易さの尺度です。オーステナイト系ステンレス鋼(304Lや316Lなど)は大部分が非磁性ですが、機械加工、曲げ、成形などの冷間加工を受けるとわずかに磁性を持つことがあります。これは材料に応力を導入し、磁性相を生成します。
磁気純度のための焼鈍
真空焼鈍の高温は、鋼を焼鈍します。このプロセスは、冷間加工によって引き起こされた内部応力を緩和し、材料の結晶構造が再形成されるようにします。これにより、ひずみ誘起性の磁性相が効果的に排除され、材料の磁気透磁率が可能な限り低い状態に低減されます。
これが重要となる用途
これは、荷電粒子ビームがわずかな迷走磁場によっても偏向される可能性のある粒子加速器、電子顕微鏡、質量分析計などの機器にとって極めて重要です。真空焼鈍された部品を使用することで、磁気環境が可能な限り中立的であることが保証されます。
トレードオフの理解
真空焼鈍は強力なソリューションですが、考慮すべき点がないわけではありません。それは専門的で意図的なエンジニアリングの選択です。
コストとリードタイム
真空焼鈍は、専門的な設備と専門知識を必要とする追加の製造ステップです。これは、機械加工直後の部品を使用する場合と比較して、プロジェクトにコストとリードタイムの両方を追加します。
適切なクリーニングの代替ではない
真空焼鈍はバルク材料処理であり、表面クリーニングプロセスではありません。表面の油分、微粒子、その他の汚染物質を除去するものではありません。実際、汚染物質が表面に焼き付くのを防ぐために、部品は炉に入れる前に細心の注意を払って洗浄される必要があります。
汚染の可能性
プロセスは、それが実行される炉の清潔さと同じくらい優れています。真空炉自体が汚れていたり、漏れがあったりすると、部品に汚染物質が導入され、手順の目的が損なわれる可能性があります。
真空焼鈍を指定するタイミング
あなたの決定は、システムの性能要件によって完全に導かれるべきです。
- 可能な限り低い圧力(UHV)の達成が主な焦点である場合: ステンレス鋼部品からの水素アウトガスを最小限に抑えるために、真空焼鈍は不可欠です。
- 磁気的な中立性が主な焦点である場合: 真空焼鈍は、高感度機器向けに冷間加工されたオーステナイト系ステンレス鋼の磁気透磁率を低減するための決定的な方法です。
- 一般的な高真空(HV)が主な焦点である場合: より要求の少ないシステム(10⁻⁸ Torr以上)の場合、標準的なその場でのシステムベーキングアウトで、部品の事前焼鈍の必要なくアウトガスを管理するのに十分な場合があります。
このプロセスは、標準的な工業材料を取り、それを並外れた科学的および技術的用途のためにコンディショニングする方法です。
要約表:
| 利点 | 主なメリット | 主な用途 |
|---|---|---|
| 超高真空(UHV) | 水素のアウトガスを劇的に低減し、10⁻⁹ Torr未満の圧力を可能にする。 | UHVチャンバー、表面科学システム。 |
| 磁気特性の制御 | 鋼を焼鈍し、磁気的な中立性のために磁気透磁率を最小限に抑える。 | 粒子加速器、電子顕微鏡、質量分析計。 |
極限の性能のために部品のコンディショニングの準備はできましたか?
優れた研究開発と社内製造を活用し、KINTEKはUHVおよび高感度アプリケーション向けに高度な高温真空炉ソリューションを提供します。当社の製品ライン(真空・雰囲気炉やCVD/PECVDシステムを含む)は、特殊な真空焼鈍プロセスなど、お客様固有の実験要件に正確に適合するための強力な深層カスタマイズ機能によって補完されています。
当社の真空炉がお客様の最も重要なプロジェクトの超高真空と磁気純度の達成にどのように役立つかについて、今すぐお問い合わせください。
ビジュアルガイド
関連製品
- セラミックファイバーライナー付き真空熱処理炉
- ラミネーションと加熱のための真空ホットプレス炉機械
- 真空熱処理焼結ろう付炉
- 真空ホットプレス炉機 加熱真空プレス管状炉
- 真空ホットプレス炉マシン加熱真空プレス



















