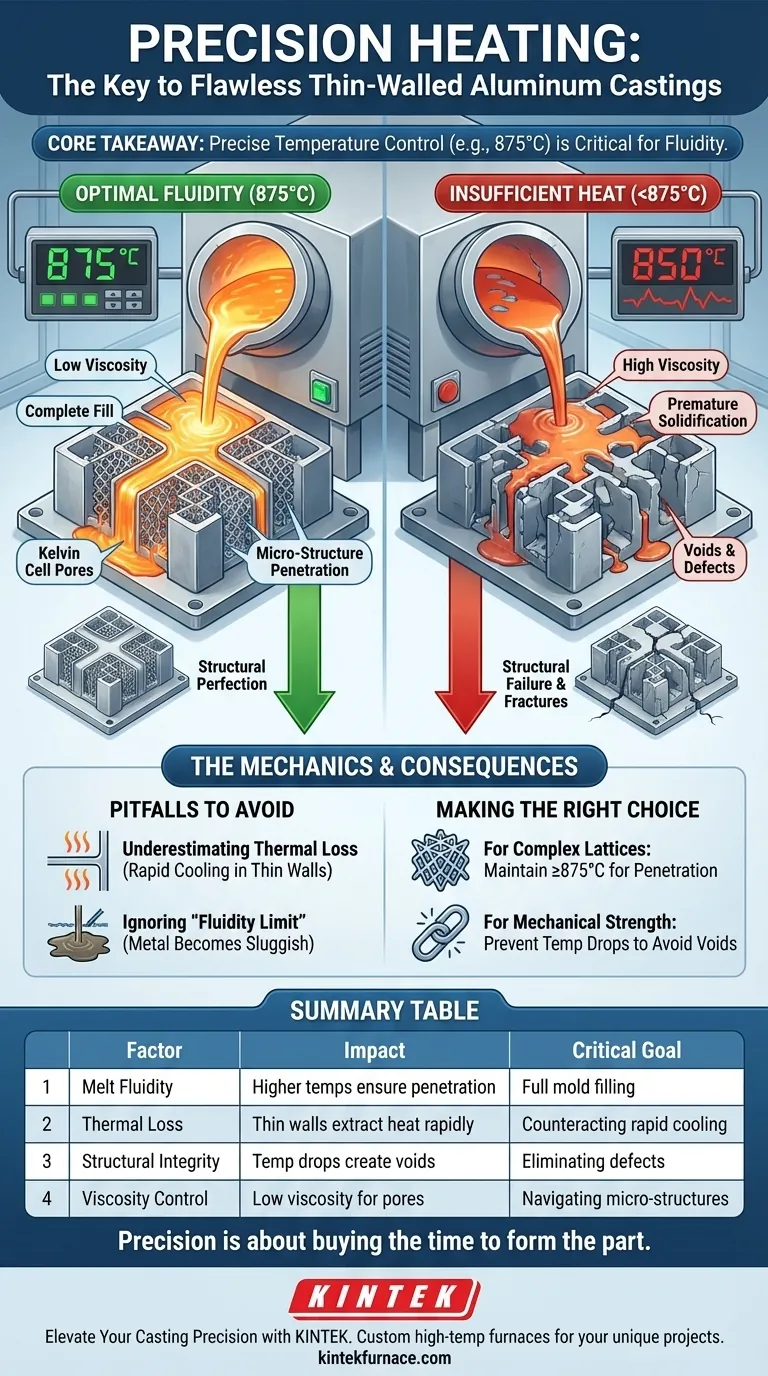
精密な温度制御は、薄肉アルミニウム鋳造品の成功を左右する決定的な要因です。具体的には、溶湯を875℃のような目標設定温度に維持することが、複雑な形状を流れるために必要な流動性を溶融金属に確保する上で極めて重要です。この正確な熱制御がなければ、鋳造プロセスにおいて、金型への充填不足による構造的破損のリスクが高まります。
重要なポイント 薄肉アルミニウム部品の構造的完全性は、溶湯の流動性に完全に依存します。精密な加熱は早期凝固を防ぎ、金属がボイドを残したり、亀裂を引き起こしたりすることなく、ケルビンセルポアのような微細な格子構造に完全に浸透できるようにします。
溶湯流動性のメカニズム
複雑な形状における完全な充填の確保
薄肉構造を鋳造するには、液体アルミニウムが凍結することなく狭い経路を流れる必要があります。 高精度温度制御の主な機能は、金属の流動性を維持することです。 温度が適切に維持されている場合(例:875℃)、粘度が十分に低く、金属が複雑な領域に自由に流れ込むことができます。
微細構造への浸透
現代の鋳造品には、ケルビンセルポアや微細格子などの複雑な内部構造が含まれることがよくあります。 これらの構造では、液体が非常に小さな空間に浸透する必要があります。 最適な温度で保持された溶湯のみが、冷却が発生する前にこれらの微細格子ネットワークを正常に通過できます。
熱不足の結果
早期凝固の危険性
炉の温度が臨界設定温度を下回ると、注湯中に金属が熱エネルギーを急速に失います。 これにより、溶融金属の先端が、金型の端や格子の最も深い部分に到達する前に凝固してしまいます。 本質的に、部品が完全に形成される前に金属は「凍結」します。
構造的欠陥とボイド
金属が早期に凝固すると、ボイドとして知られる空隙が残ります。 これらの材料の隙間は、鋳造品の構造的連続性を中断させます。 その結果、完成した部品は構造的亀裂と著しく低下した機械的強度に悩まされることになります。
避けるべき一般的な落とし穴
薄肉における熱損失の過小評価
薄肉金型は、厚肉金型よりもはるかに速く溶融金属から熱を奪います。 一般的な間違いは、炉のパラメータを設定する際に、この急速な冷却速度を考慮しないことです。 初期温度がこの損失を相殺するのに十分正確でない場合、金型設計に関係なく鋳造は失敗します。
「流動性限界」の無視
すべての合金には、複雑な金型を充填するには遅すぎる温度しきい値があります。 この限界に近すぎる操作は、エラーの余地を狭めます。 金属がスラッジではなく流体として振る舞うことを保証するために、温度を十分に高く—これらの用途では特に875℃を参照—維持する必要があります。
目標に合わせた適切な選択
アルミニウム合金鋳造品の品質を最大化するには、形状の特定のニーズに焦点を当ててください。
- 複雑な格子構造が主な焦点の場合:ケルビンセルポアを充填するために必要な流動性を保証するために、少なくとも875℃の設定温度の維持を優先してください。
- 機械的強度が主な焦点の場合:亀裂の発生源となるボイドを防ぐために、溶湯が流動性しきい値を下回らないようにしてください。
加熱の精度は、金属を溶かすだけでなく、部品を形成するために必要な時間を購入することです。
概要表:
| 要因 | 薄肉鋳造品への影響 | 重要な目標 |
|---|---|---|
| 溶湯流動性 | より高い温度(例:875℃)は、複雑な格子構造への浸透を保証します。 | 金型への完全な充填 |
| 熱損失 | 薄肉は急速に熱を奪い、早期凝固を引き起こします。 | 急速な冷却の相殺 |
| 構造的完全性 | 温度低下はボイドと亀裂点を作成します。 | 機械的欠陥の排除 |
| 粘度制御 | 低い粘度は、金属がケルビンセルポアに流れ込むことを可能にします。 | 微細構造のナビゲーション |
KINTEKで鋳造精度を向上させる
温度変動が複雑なアルミニウム鋳造品の完全性を損なうことを許さないでください。KINTEKは、専門的な研究開発と世界クラスの製造に裏打ちされた業界をリードする熱ソリューションを提供します。マッフル、チューブ、ロータリー、真空、またはCVDシステムが必要な場合でも、当社の高温ラボ用炉は、ユニークなプロジェクトの厳格な流動性要求を満たすために完全にカスタマイズ可能です。
すべての部品の構造的完全性を確保してください。 今すぐお問い合わせいただき、当社の精密加熱技術が薄肉製造プロセスをどのように最適化できるかをご確認ください。
ビジュアルガイド
参考文献
- Alessandra Ceci, Maria Elisa Tata. Production of Al Alloys with Kelvin Cells Using the Lost-PLA Technique and Their Mechanical Characterization via Compression Tests. DOI: 10.3390/ma18020296
この記事は、以下の技術情報にも基づいています Kintek Furnace ナレッジベース .
関連製品
- 真空誘導溶解炉とアーク溶解炉
- 真空焼結用圧力式真空熱処理焼結炉
- アルミナ管付き1400℃高温実験用チューブ炉
- ラボ用高温マッフル炉 脱バインダーおよび予備焼結用
- 1700℃ 高温実験室用アルミナ管状炉



















