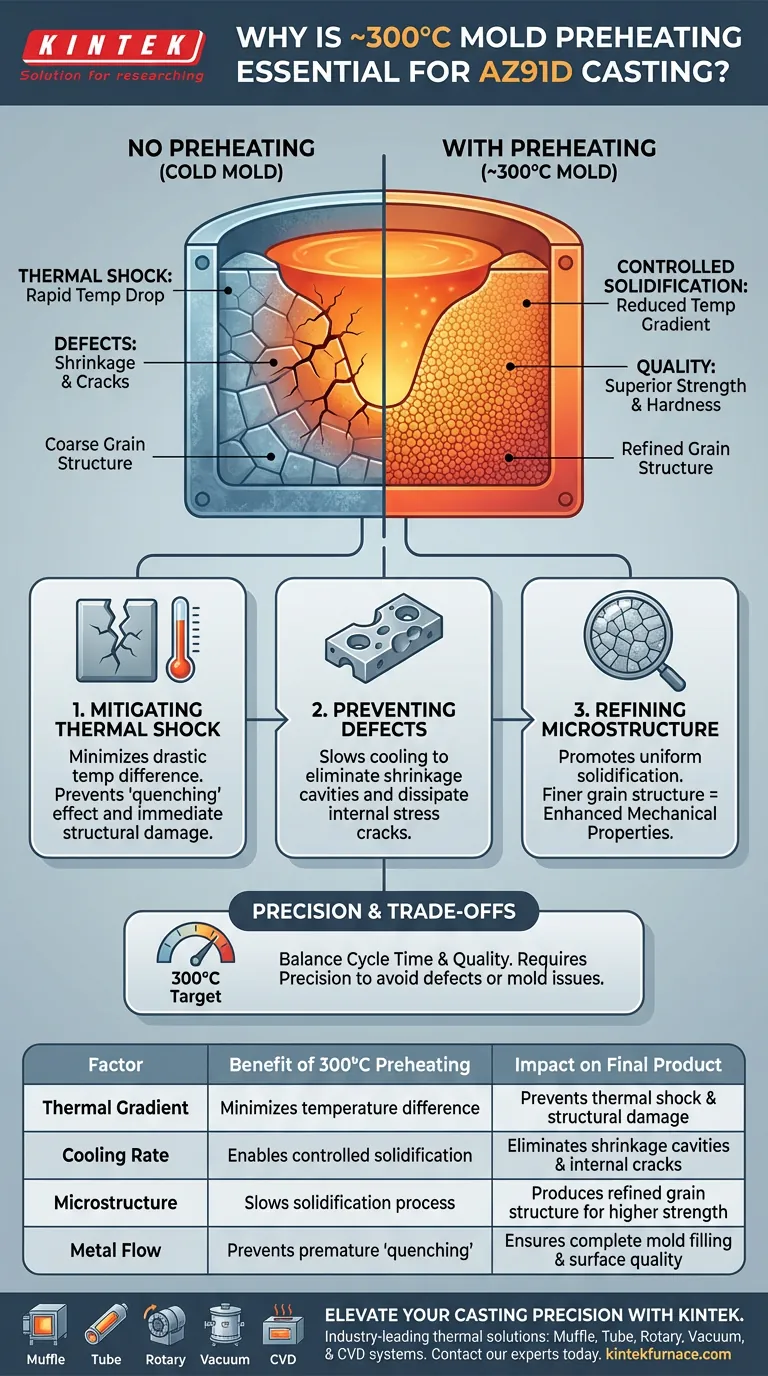
金型を約300℃に予熱することは、溶融金属と金型表面との間の急激な温度差を最小限に抑えるためのAZ91D複合材鋳造における基本的な要件です。この熱管理戦略は、鋳造時の即時的な構造損傷を防ぐ熱衝撃を効果的に低減します。
予熱は熱緩衝材として機能することにより、冷却速度を遅くして制御された凝固環境を作り出します。これにより、亀裂や収縮といった重大な欠陥を防ぎ、同時に金属の結晶粒構造を微細化して優れた強度を実現します。
鋳造における熱管理の役割
熱衝撃の緩和
溶融したAZ91Dが冷たい表面に接触すると、急激な温度低下により大きな内部応力が発生します。金型を300℃に予熱することで、この温度勾配が大幅に減少します。
これにより、液体金属が冷たい金型に当たったときに発生する「焼き入れ」効果が防止されます。この初期衝撃を和らげることで、鋳造物が即時的な構造的損傷から保護されます。
鋳造欠陥の防止
制御された金型温度は、一般的な物理的欠陥に対する主要な防御策です。特に、急速な冷却中に金属が不均一に収縮することによって発生する引け巣の形成を防ぎます。
また、亀裂に対する防御策も講じます。金属が過度に急速に凝固しないようにすることで、通常は材料を破壊する内部応力が解放されます。
微細構造の微細化
完成した複合材の機械的特性は、金属がどのように凝固するかによって決まります。予熱された金型は、より遅く均一な冷却プロセスを保証します。
この制御された環境は、微細な結晶粒構造を促進します。より細かい結晶粒は、機械的特性の向上に直接相関し、特に複合材の引張強度と硬度の両方を増加させます。
プロセスのトレードオフの理解
サイクルタイムと品質のバランス
予熱は品質にとって不可欠ですが、生産サイクルに新たな変数を追加します。鋳造を開始する前に300℃の目標温度に到達し、維持するには時間とエネルギーが必要です。
温度精度
300℃という目標温度は、AZ91Dの特性に特有のものです。この温度に達しないと、熱衝撃による欠陥のリスクが生じます。
逆に、金型を過熱すると、付着や金型の劣化などの他の問題が発生する可能性があります。一貫性を保つためには、特定の温度範囲を遵守することが重要です。
目標に合わせた正しい選択
AZ91D鋳造プロセスを最適化するには、熱管理戦略を特定の品質要件に合わせて調整してください。
- 構造的完全性が最優先事項の場合:引け巣や応力亀裂のリスクを排除するために、金型が完全に300℃に達していることを確認してください。
- 機械的性能が最優先事項の場合:金型温度の一貫性を優先し、最大の硬度と引張強度に必要な微細な結晶粒構造を保証してください。
予熱温度の習得は、単なるセットアップ手順ではありません。最終的な複合材の信頼性と寿命を決定する要因となります。
要約表:
| 要因 | 300℃予熱の利点 | 最終製品への影響 |
|---|---|---|
| 温度勾配 | 温度差を最小限に抑える | 熱衝撃と構造的損傷を防ぐ |
| 冷却速度 | 制御された凝固を可能にする | 引け巣と内部亀裂を排除する |
| 微細構造 | 凝固プロセスを遅くする | より高い強度を得るために微細な結晶粒構造を生成する |
| 金属の流れ | 早期の「焼き入れ」を防ぐ | 完全な金型充填と表面品質を保証する |
KINTEKで複合材鋳造の精度を向上させる
完璧な300℃の熱環境を実現することは、高性能AZ91D複合材にとって不可欠です。KINTEKは、材料科学および工業鋳造の厳しい要求を満たすように設計された、業界をリードする熱ソリューションを提供しています。
専門的な研究開発と製造に裏打ちされたKINTEKは、マッフル炉、管状炉、ロータリー炉、真空炉、CVDシステム、および特殊な実験室用高温炉を包括的に提供しており、すべてお客様固有の鋳造要件に合わせて完全にカスタマイズ可能です。
欠陥を排除し、材料の結晶粒構造を微細化する準備はできていますか? 当社の専門家にお問い合わせください、お客様の実験室または生産ラインに最適な熱管理システムを見つけましょう。
ビジュアルガイド
参考文献
- Shubham Sharma, Emad A. A. Ismail. Enhancing tribo-mechanical, microstructural morphology, and corrosion performance of AZ91D-magnesium composites through the synergistic reinforcements of silicon nitride and waste glass powder. DOI: 10.1038/s41598-024-52804-y
この記事は、以下の技術情報にも基づいています Kintek Furnace ナレッジベース .
関連製品
- ラボ用高温マッフル炉 脱バインダーおよび予備焼結用
- 真空熱処理焼結炉 モリブデンワイヤー真空焼結炉
- セラミックファイバーライナー付き真空熱処理炉
- 真空熱処理焼結ろう付炉
- スプリット多加熱ゾーン回転式管状炉 回転式管状炉









