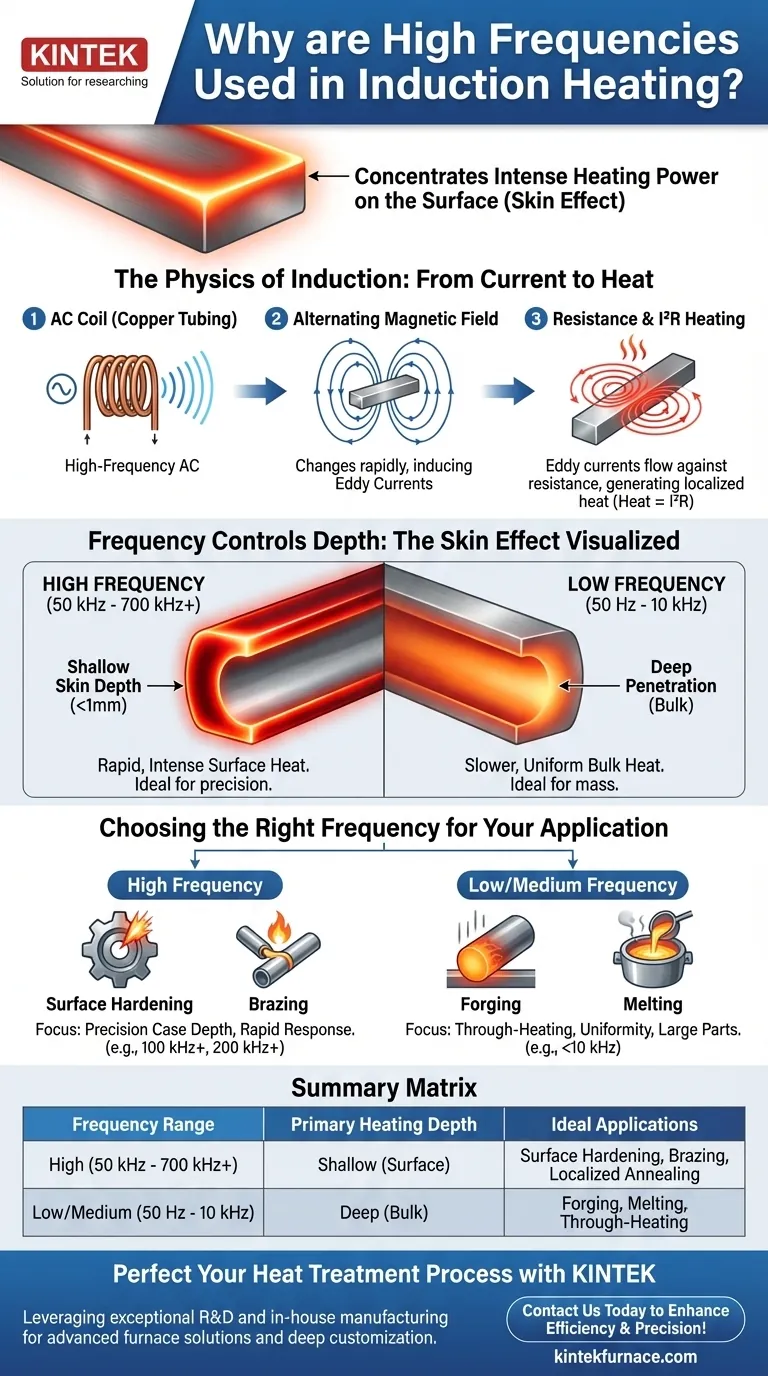
簡単に言えば、誘導加熱で高周波が使用されるのは、金属部品のまさに表面に膨大な加熱パワーを集中させるためです。これは「表皮効果」として知られる物理原理によって達成され、高周波電流はより薄い層を流れるように強制されます。この集中により、非常に迅速、効率的、かつ精密な加熱が可能になり、表面硬化やろう付けなどの用途に最適です。
理解すべき核となる原則は、周波数が加熱の深さを直接制御するということです。高周波は浅く、集中的な表面熱を意味し、低周波はより深く、より遅く、全体的な熱を意味します。選択は、どちらか一方が普遍的に「優れている」ということではなく、特定の冶金学的目標に適したツールを選択することです。

誘導の物理学:電流から熱へ
周波数の役割を理解するためには、まず誘導加熱が基本的なレベルでどのように機能するかを再確認する必要があります。これは非接触プロセスであり、金属片自体を加熱要素に変えます。
交流磁場
プロセスは、通常銅管でできた誘導コイルから始まります。このコイルに高周波交流電流(AC)が流されます。
このACは、コイルの周囲および内部の空間に強力で急速に変化する磁場を生成します。ワークピースは、コイルに触れることなくこの磁場内に配置されます。
渦電流の誘導
ファラデーの電磁誘導の法則によれば、この変化する磁場は、導電性のワークピース内に小さく円形の電流を誘導します。これらは渦電流として知られています。
抵抗とI²R加熱
これらの渦電流は単に自由に流れているわけではありません。それらは金属固有の電気抵抗に逆らって流れています。この抵抗は、ジュール加熱の原理(熱 = I²R)に従って、強烈で局所的な熱を生成します。
実際に部品を加熱するのは、これらの誘導された渦電流の流れに対する抵抗です。
周波数が重要な制御パラメータである理由
上記の原理は一定ですが、交流電流の周波数は、エンジニアが調整できる主要な変数です。この単一のパラメータが、プロセスの挙動と結果を根本的に変化させます。
表皮効果の導入
交流電流は導体を均一に流れません。それらは材料の外面、つまり「表皮」に集中する傾向があります。この現象は表皮効果と呼ばれます。
この効果の強さは、電流の周波数に直接比例します。
周波数と深さの関係
交流電流の周波数が増加すると、渦電流が浸透できる深さは減少します。
この有効な深さは、表皮深さまたは浸透深さとして知られています。多くの高周波誘導用途(100 kHz以上)では、この深さは1ミリメートル未満になることがあります。
電流密度と加熱効率
表皮効果により、誘導電流は非常に小さな断面積に集中します。これにより、表面の電流密度が劇的に増加します。
加熱電力は電流の二乗(I²R)に比例するため、この電流密度の大幅な増加は、非常に迅速かつ効率的な加熱につながりますが、それはその薄い表面層に限られます。
トレードオフの理解
高周波または低周波を使用するという決定は、望ましい結果に完全に依存する重要な工学的トレードオフです。単一の「最良の」周波数はありません。
高周波の場合(50 kHz - 700 kHz以上)
高周波は、精密な表面加熱を必要とする用途の標準的な選択肢です。浅い表皮深さにより、部品の外層のみが熱くなり、コアは冷たく保たれ、元の特性が維持されます。
これは、ギアの表面硬化、小さな接合部のろう付け、およびコンポーネントの他の部分に影響を与えることなく特定の領域の焼きなましに最適です。
低・中周波の場合(50 Hz - 10 kHz)
部品全体を加熱することが目標の場合、より低い周波数が必要です。低周波磁場は金属のより深く浸透します。
これにより、渦電流がより大きな体積を流れ、より遅く、より均一な熱を生成します。この方法、全体加熱として知られており、大きなビレットの鍛造やるつぼでの金属の溶解などの用途に不可欠です。
設備とコスト要因
一般的に、高周波を生成するには、より高度で高価な電源が必要です。周波数の選択は、誘導コイル自体の設計にも影響を与え、実用的な考慮事項がさらに加わります。
用途に適した周波数の選択
正しい周波数を選択することは恣意的な選択ではなく、効果的な誘導加熱プロセスを設計する上で最も重要な決定です。
- 主な焦点が表面硬化または精密なケース深さである場合:高周波(100 kHz以上)を使用して、浅く集中した加熱ゾーンを作成します。
- 主な焦点が鍛造用の大きな部品の全体加熱である場合:低周波(10 kHz未満)を使用して、熱がコアの奥深くまで均一に浸透するようにします。
- 主な焦点が小さな部品や薄肉チューブの加熱である場合:非常に高周波(200 kHz以上)を使用して、部品を過熱することなく迅速に加熱する迅速な応答を実現します。
最終的に、周波数は、エンジニアが誘導加熱プロセスを特定の材料と望ましい結果に合わせて調整するために使用する主要なツールです。
要約表:
| 周波数範囲 | 主な加熱深さ | 理想的な用途 |
|---|---|---|
| 高(50 kHz - 700 kHz以上) | 浅い(表面) | 表面硬化、ろう付け、局所焼きなまし |
| 低/中(50 Hz - 10 kHz) | 深い(全体) | 鍛造、溶解、全体加熱 |
熱処理プロセスを完璧にする必要がありますか?
KINTEKは、優れた研究開発と社内製造を活用し、さまざまな研究室に高度な高温炉ソリューションを提供しています。マッフル炉、管状炉、回転炉、真空・雰囲気炉、CVD/PECVDシステムを含む当社の製品ラインは、独自の実験要件を正確に満たすための強力な深いカスタマイズ能力によって補完されています。
精密な表面硬化が必要な場合でも、均一な全体加熱が必要な場合でも、当社の専門家がお客様の特定の冶金学的目標に適した装置の選択をお手伝いします。
今すぐお問い合わせください。当社のソリューションがお客様の研究室の効率と精度をどのように向上させることができるかについてご相談ください!
ビジュアルガイド