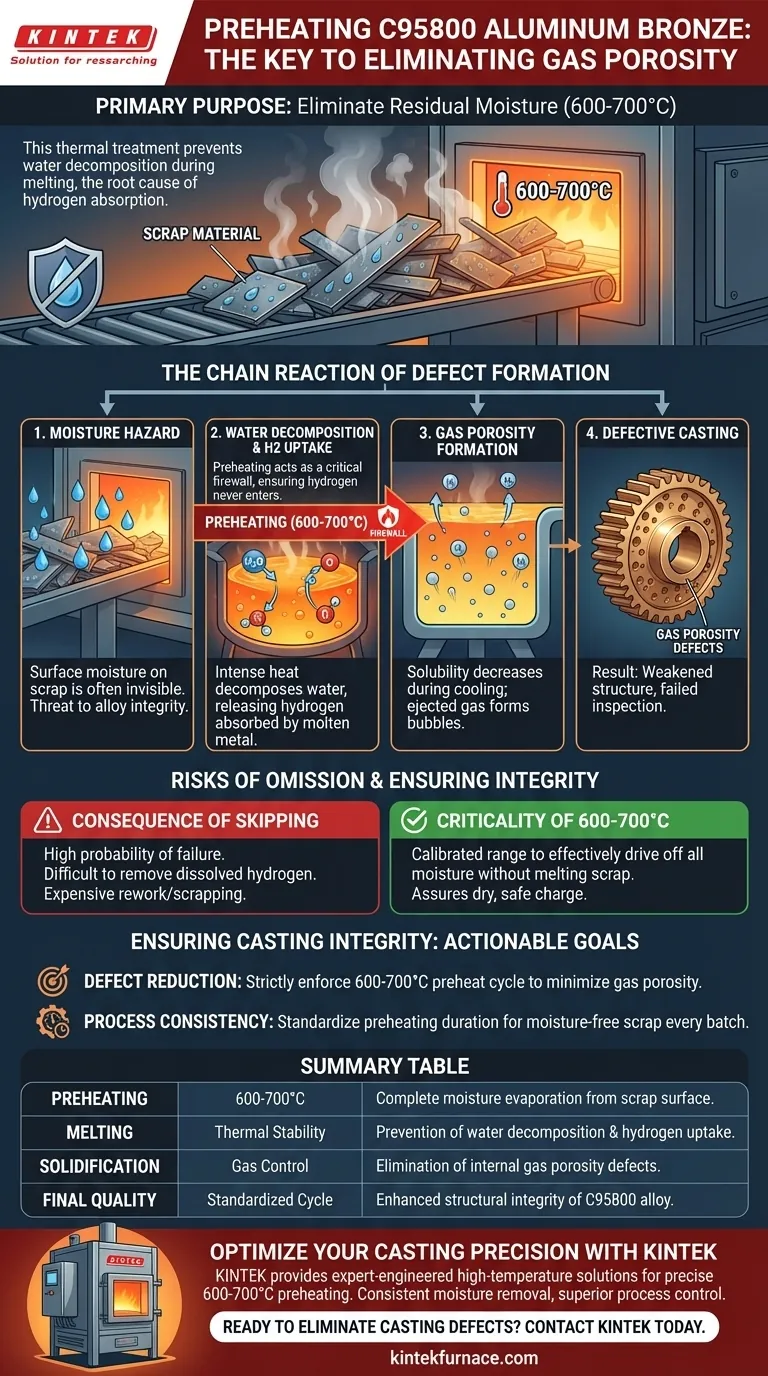
チャージ材を600〜700°Cに予熱する主な目的は、スクラップ表面の残留水分を完全に除去することです。この熱処理により、後続の溶解プロセス中に水が分解するのを防ぎ、これが溶融物への水素吸収の根本原因となります。水素源を除去することで、最終的なC95800アルミニウム青銅鋳造におけるガス気孔欠陥の形成を大幅に削減できます。
溶融前に水分を除去することは、基本的な予防措置です。予熱は重要なファイアウォールとして機能し、水素が溶融金属に入り込んで後で構造的な弱点を引き起こすのを防ぎます。
欠陥形成の連鎖反応
水分による危険性
鋳造に使用されるスクラップ材料は、すぐに目に見えない表面水分を保持していることがよくあります。
この水分が炉に入ると、合金の完全性に対して即時の脅威となります。600〜700°Cに予熱することで、金属が融点に達する前にこの水分が完全に蒸発することが保証されます。
水の分解と水素の吸収
溶解中に水分が存在すると、激しい熱が水の分解を引き起こします。
この化学的分解により水素が放出され、溶融アルミニウム青銅に容易に吸収されます。吸収されると、この水素は液体金属内に閉じ込められます。
ガス気孔の形成
鋳物が冷却・凝固するにつれて、水素の溶解度が低下し、ガスが溶液から押し出されます。
この放出されたガスが気泡を形成し、ガス気孔欠陥を引き起こします。予熱は、水素がそもそも溶融物に入らないようにすることで、気孔を防ぎ、この問題の根源に対処します。

省略のリスクを理解する
予熱をスキップした場合の結果
予熱ステップを省略することは時間の節約になるように思えるかもしれませんが、失敗の可能性が高くなります。
このステップがないと、溶融物は溶解後に除去するのが難しい水素源にさらされます。これはしばしば、内部気孔のために検査に失敗し、高価な手直しや部品のスクラップが必要になる鋳造につながります。
温度範囲の重要性
600〜700°Cという特定の範囲は任意ではありません。
すべての形態の水分を効果的に除去するのに十分な高さに調整されており、必ずしもスクラップを早期に溶融させるわけではありません。この特定の範囲を遵守することで、乾燥した安全なチャージの最も高い保証が得られます。
鋳造の完全性を確保する
これを生産プロセスに適用するために、次の特定の目標を検討してください。
- 欠陥削減が主な焦点の場合:ガス気孔を根源で最小限に抑えるために、600〜700°Cの予熱サイクルを厳密に実施してください。
- プロセスの一貫性が主な焦点の場合:予熱時間を標準化して、すべてのバッチのスクラップがチャージ前に残留水分を完全に除去できるようにしてください。
溶融前に水分を制御することで、最終的なアルミニウム青銅部品の構造品質を確保できます。
概要表:
| プロセス段階 | アクション/温度 | 主な利点 |
|---|---|---|
| 予熱 | 600-700°C | スクラップ表面からの完全な水分蒸発 |
| 溶解 | 熱安定性 | 水の分解と水素吸収の防止 |
| 凝固 | ガス制御 | 内部ガス気孔欠陥の除去 |
| 最終品質 | 標準化されたサイクル | C95800合金の構造的完全性の向上 |
KINTEKで鋳造精度を最適化する
ガス気孔が合金品質を損なうことを許さないでください。KINTEKは、専門家が設計した高温ソリューション(特殊なマッフル、チューブ、真空炉を含む)を提供しており、C95800アルミニウム青銅に必要な正確な600〜700°Cの予熱環境を提供できるように設計されています。
業界をリードする研究開発と製造に裏打ちされた、カスタマイズ可能なラボシステムは、冶金専門家のために一貫した水分除去と優れたプロセス制御を保証します。
鋳造欠陥を排除する準備はできましたか? カスタム熱処理ニーズについてKINTEKに今すぐお問い合わせください。
ビジュアルガイド
参考文献
- Chawanan Thongyothee, Sombun Chareonvilisiri. The Effect of Gas Venting on the Mechanical Properties of C95800 Aluminum Bronze Castings. DOI: 10.48084/etasr.10993
この記事は、以下の技術情報にも基づいています Kintek Furnace ナレッジベース .





