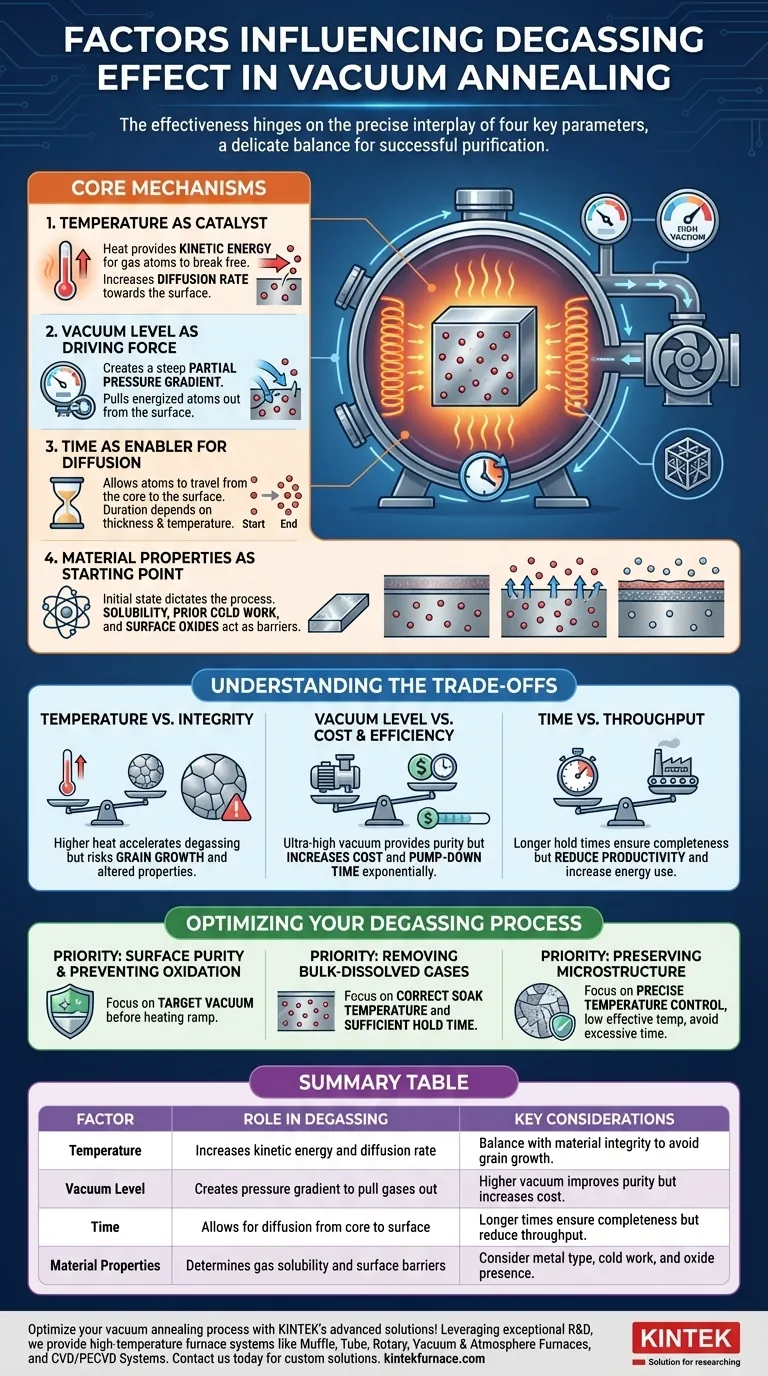
真空焼鈍における脱ガスの有効性は、4つの主要パラメーターの正確な相互作用にかかっています。 これらは、プロセスの温度、達成される真空のレベル、操作の持続時間、および材料とその内部に溶解しているガス固有の物理的・化学的特性です。これらの変数を適切に制御することが、精製が成功するか失敗するかの分かれ目となります。
脱ガスの中心的な課題は、単に熱と真空を適用することではありません。それは、温度を戦略的に使用して閉じ込められたガス原子を活性化させ、高真空を使用してそれらを材料から強制的に押し出す強力な圧力勾配を作り出すことです。
脱ガスの主要メカニズム
結果を制御するには、まず固体材料から閉じ込められたガスを除去する物理プロセスにおいて、各要因が果たす役割を理解する必要があります。
触媒としての温度
熱は、ガス原子(水素、窒素、酸素など)が閉じ込められている金属格子から解放されるために必要な運動エネルギーを提供します。
また、温度が高いほど、これらの原子の拡散速度が劇的に向上し、材料構造内を表面に向かってより自由に移動できるようになります。
駆動力としての真空度
高真空は、焼鈍チャンバー内の圧力を大幅に低下させます。これにより、材料の内部(ガスの高濃度)と周囲の環境(ガスの低濃度)の間に急峻な分圧勾配が生まれます。
この圧力差は、活性化されたガス原子が材料表面に到達した後、それらを真空ポンプによって除去するための基本的な駆動力となります。
拡散を可能にする時間
脱ガスは即座には起こりません。ガス原子が部品の中心から表面まで移動するには、十分な時間が必要です。
必要な持続時間は、材料の厚さ、温度、除去される特定のガスに直接依存します。厚い部品や低い温度では、完全な脱ガスを達成するためにより長い保持時間が必要になります。
出発点としての材料特性
材料の初期状態がプロセス全体を決定します。金属の種類、過去の冷間加工、合金の存在などの要因が、さまざまなガスの溶解度を決定します。
さらに、表面の安定した金属酸化物はバリアとして機能し、ガスの排出を防ぐことがあります。真空の重要な機能は、加熱プロセス中に新しい酸化物ができるのを防ぐことです。

トレードオフの理解
真空焼鈍サイクルを最適化することは、競合する要因のバランスを取る作業です。ある変数を極端に推し進めると、多くの場合、他の変数に悪影響を及ぼします。
温度 対 材料の完全性
高温は脱ガスを加速しますが、過度の熱は破壊的となる可能性があります。望ましくない粒成長を引き起こし、機械的特性を変化させたり、合金に望ましくない相変化を引き起こしたりする可能性があります。目標は、拡散には十分高いが、望ましい微細構造を維持するには低すぎる温度を見つけることです。
真空度 対 コストと効率
超高真空(UHV)を達成することは最もクリーンな環境をもたらしますが、設備と時間の両方でかなりのコストがかかります。より高い真空を目指すほど、必要な排気時間は指数関数的に増加します。表面の純度の必要性と運用コストおよびスループットとのバランスを取る必要があります。
時間 対 スループット
長い保持時間は、特に厚い部品の中心からのガスの除去をより完全なものにします。しかし、炉内で過ごす時間が1分増えるごとに全体的な生産性が低下し、エネルギー消費が増加します。サイクル時間は、品質基準を満たすのに十分長く、経済的に実行可能であるのに十分短くなければなりません。
脱ガスプロセスの最適化
特定の目標によって、優先すべきプロセス変数が決まります。
- 表面の純度と酸化の防止が主な焦点の場合: 炉の温度を上げ始める前に、目標の真空度に達することを優先してください。
- バルク溶解ガス(水素など)の除去が主な焦点の場合: 適切な保持温度に達し、完全な拡散を可能にするのに十分な保持時間を確保することを優先してください。
- 特定の微細構造の維持が主な焦点の場合: 正確な温度制御を優先し、可能な限り低い有効温度を使用し、過度に長い保持時間を避けてください。
これらの変数をマスターすることで、真空焼鈍を単なる加熱プロセスから、材料精製のための正確なツールへと変えることができます。
要約表:
| 要因 | 脱ガスにおける役割 | 主な考慮事項 |
|---|---|---|
| 温度 | ガスの運動エネルギーと拡散速度を増加させる | 粒成長を避けるために材料の完全性とのバランスを取る |
| 真空度 | ガスを吸い出すための圧力勾配を作り出す | 高真空は純度を向上させるがコストが増加する |
| 時間 | 中心から表面への拡散を可能にする | 時間の長さは完全性を保証するがスループットを低下させる |
| 材料特性 | ガスの溶解度と表面バリアを決定する | 金属の種類、冷間加工、酸化物の存在を考慮する |
KINTEKの高度なソリューションで真空焼鈍プロセスを最適化しましょう! 卓越したR&Dと社内製造を活用し、マッフル炉、チューブ炉、回転炉、真空・雰囲気炉、CVD/PECVDシステムなどの高温炉システムを備えた多様な研究所に製品を提供しています。当社の強力なカスタムメイド機能は、お客様固有の実験的ニーズとの正確な整合性を保証し、脱ガス効率と材料の純度を高めます。お客様固有の要件をサポートし、研究室のパフォーマンスを向上させる方法について、今すぐお問い合わせください!
ビジュアルガイド