プログラム温度制御は、Ti(C,N)-FeCrサーメットの初期加熱中の壊滅的な構造的破壊に対する主要な保護策です。300°Cで30分間の等温保持を厳密に実施することにより、炉は成形剤、特にパラフィンが徐々に除去されることを保証します。この精密な制御により、高温焼結が開始される前に、脆弱な「グリーンボディ」を破壊する可能性のあるガスの急速な膨張が防止されます。
主なポイント 最終的なサーメットの完全性は、高温だけでなく、低温での揮発性物質の制御された放出にも依存します。専用の等温保持により、マイクロクラッキングや部品の破損を引き起こす内部圧力を発生させることなく、成形剤を逃がすことができます。

制御された脱ガスのメカニズム
この段階がなぜ重要なのかを理解するには、圧縮された粉末内で発生する物理的変化を見る必要があります。
成形剤の標的除去
プレス段階で、パラフィンなどの成形剤が粉末を結合するために添加されます。これらの成形剤は、材料が高温段階に入る前に完全に除去する必要があります。
真空焼結炉は、特に300°Cで加熱ランプを一時停止するようにプログラムされています。
急速な揮発の防止
温度が速すぎると、パラフィンはほぼ瞬時に固体から気体に変化します。この急速な相変化は、材料内に大量の体積膨張を引き起こします。
30分間温度を一定に保つことで、炉はパラフィンを管理可能で遅い速度で揮発させることを強制します。
内部気孔圧の管理
「グリーンボディ」(プレスされたが焼結されていない部品)は多孔質ですが、もろいです。
制御された揮発により、これらの気孔内のガス圧力が、圧縮物の機械的強度よりも低く保たれます。
構造的完全性の確保
後続の焼結段階の成功は、脱ガス段階を通過する部品の品質に完全に依存します。
グリーンボディの亀裂回避
不適切な脱ガスの最も直接的なリスクは亀裂です。ガス排出速度が気孔ネットワークの流動容量を超える場合、応力によって材料が物理的に引き裂かれます。
正確な温度制御により、このリスクが排除され、部品のマクロ形状が維持されます。
液相焼結の準備
成形剤が安全に除去されると、材料は後続の高温に耐えるのに十分な構造的強度を備えます。
この構造的安定性は、炉が1500°C–1600°Cまで加熱され、FeCrバインダーを溶融し、サーメットを緻密化する後続段階の前提条件です。
二次脱酸化(高度な脱ガス)
一次脱ガスは300°Cで成形剤を対象としますが、温度プログラムは高温で二次的な精製役割を果たします。
残留酸化物の還元
補助的な熱制御には、1200°Cでの1時間の等温保持が含まれます。
この段階は、粉末表面に残っている酸素不純物を還元する熱化学反応を促進します。
バインダーの濡れ性の改善
これらの酸化物を真空中で除去することにより、プロセスは金属バインダーがTi(C,N)セラミック相をどれだけよく濡らすかを改善します。
これにより、液相が形成されたときに、材料を完全に浸透させて緻密化できることが保証されます。
温度プログラミングにおける一般的な落とし穴
これらの熱プロファイルを厳守する必要があります。なぜなら、プロセスを加速することのトレードオフは深刻だからです。
急ぎの代償
時間を節約するために300°Cの保持をスキップまたは短縮することは、偽の節約です。
この段階を加速すると、内部のマイクロクラックがほぼ確実に発生します。これは、最終的な用途で部品が応力下で破損するまで、目に見えない場合があります。
成形剤の不完全な除去
保持時間が不十分な場合、パラフィンからの残留炭素が閉じ込められたままになる可能性があります。
この汚染は、サーメットの化学的バランスを変化させ、最終的な1420°Cから1480°Cの焼結ウィンドウ中に達成される硬度と靭性に悪影響を与える可能性があります。
目標達成のための正しい選択
Ti(C,N)-FeCrサーメットの性能を最大化するには、炉のプログラミングを特定の処理マイルストーンと一致させる必要があります。
- 亀裂防止が最優先事項の場合:パラフィン成形剤の遅く安全な放出を確実にするために、300°Cで30分間の保持を優先してください。
- 材料純度が最優先事項の場合:表面酸化物を還元し、バインダーの濡れ性を改善するために、1200°Cで1時間の保持が含まれるプログラムを確保してください。
- 緻密化が最優先事項の場合:均一な液相焼結を促進するために、1500°Cから1600°Cの範囲で正確な制御を維持できることを確認してください。
サーメット製造の成功は、最終的な熱の強さだけでなく、初期加熱段階で発揮される忍耐力によって定義されます。
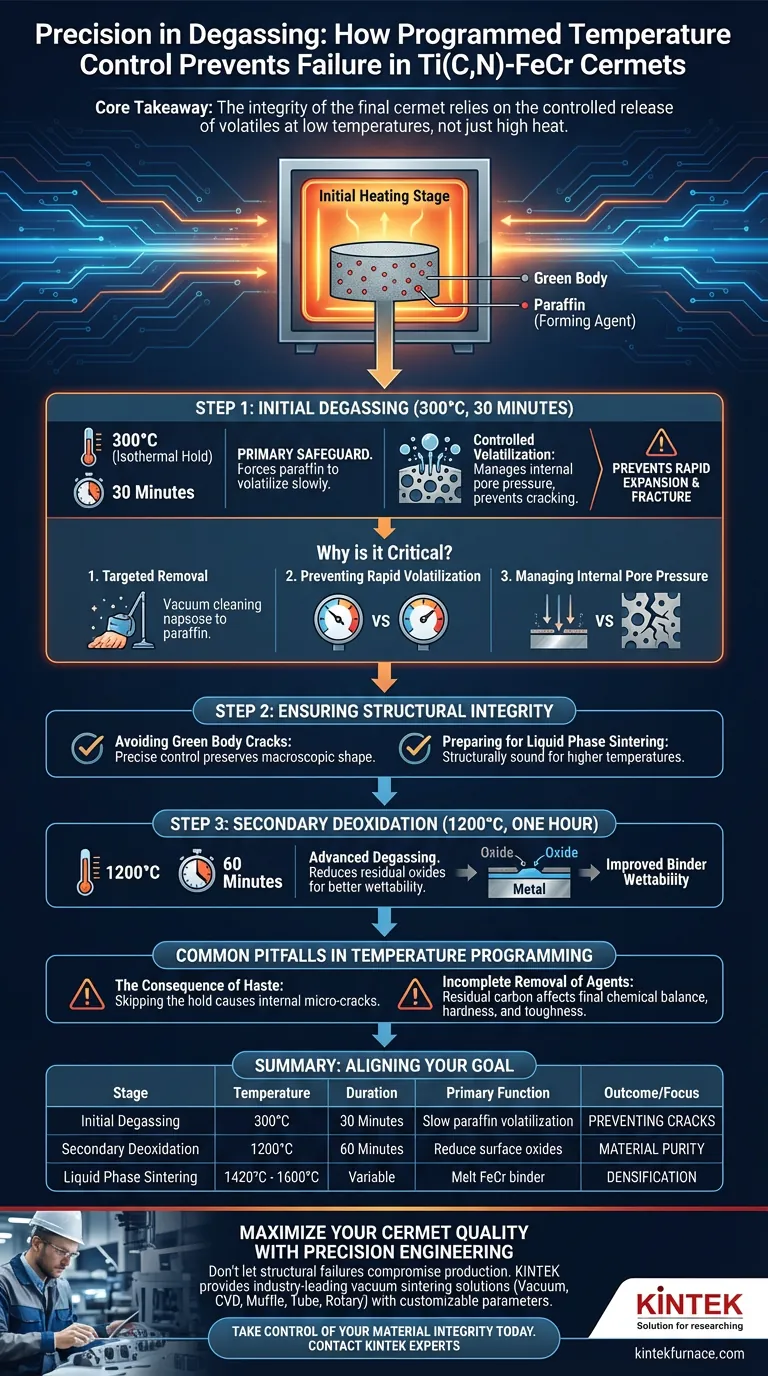
概要表:
| 段階 | 温度 | 期間 | 主な機能 |
|---|---|---|---|
| 初期脱ガス | 300°C | 30分 | パラフィンの遅い揮発により、グリーンボディの亀裂を防ぎます。 |
| 二次脱酸化 | 1200°C | 60分 | 表面酸化物の還元により、バインダーの濡れ性を改善します。 |
| 液相焼結 | 1420°C – 1600°C | 可変 | FeCrバインダーの溶融により、完全な緻密化と硬度を実現します。 |
精密エンジニアリングでサーメット品質を最大化
構造的破壊や不純物によって生産が損なわれるのを防ぎます。KINTEKは、専門的な研究開発と世界クラスの製造に支えられた、業界をリードする真空焼結ソリューションを提供します。真空、CVD、マッフル、チューブ、またはロータリーシステムが必要な場合でも、当社の高温炉は、特定の脱ガスおよび焼結パラメータを満たすために完全にカスタマイズ可能です。
今すぐ材料の完全性を管理しましょう。当社の高度な炉技術が、ラボまたは生産ワークフローをどのように最適化できるかを発見するために、KINTEKの技術専門家にお問い合わせください。
ビジュアルガイド
参考文献
- T.H. Pampori, Jakob Kübarsepp. Exploring Microstructural Properties, Phase Transformations, and Wettability in High-Chromium Content Iron-bonded Ti(C,N)-based Cermet. DOI: 10.2497/jjspm.16p-t14-06
この記事は、以下の技術情報にも基づいています Kintek Furnace ナレッジベース .



















