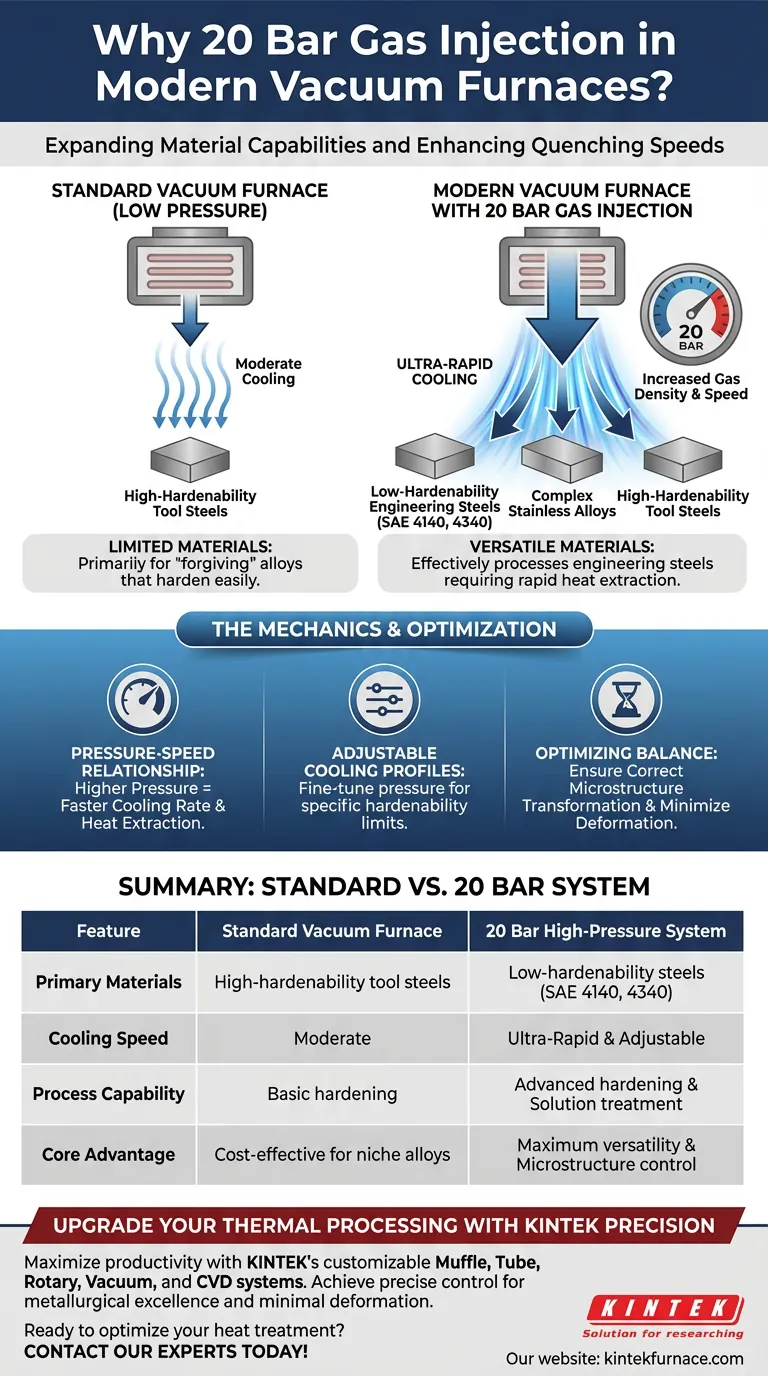
最新の真空炉は20バールのガス注入システムを利用して、焼入れ速度を大幅に向上させ、それによって処理可能な材料の範囲を拡大しています。標準的な真空炉は高焼入れ性の工具鋼を容易に処理できますが、圧力の増加により、低焼入れ性のエンジニアリング鋼や複雑なステンレス鋼合金の効果的な処理が可能になります。
ガス注入圧力を20バールに引き上げることで、オペレーターは冷却速度を劇的に速めることができます。これにより、真空炉は高級合金用のニッチなツールから、SAE 4140や4340のような一般的なエンジニアリング鋼を硬化できる汎用システムへと変貌します。
材料能力の拡大
工具鋼を超えて
歴史的に、真空炉は主に高焼入れ性の工具鋼に限定されていました。これらの材料は「寛容」であり、遅い冷却速度でも適切に硬化させることができます。
エンジニアリング鋼の処理
20バールシステムの導入は、SAE 4140や4340などの低焼入れ性エンジニアリング鋼への扉を開きます。これらの材料は、所望の硬度を達成するために急速な熱抽出を必要とします。高圧焼入れがないと、これらの鋼は真空環境で正しく変態しません。
ステンレス鋼合金の固溶化処理
高圧能力は、特殊ステンレス鋼の固溶化処理にも不可欠です。これらの合金は、耐食性と機械的強度を維持するために、特定の急速な冷却プロファイルを必要とすることがよくあります。

高圧焼入れのメカニズム
圧力と速度の関係
ガス注入圧と焼入れ速度の間には直接的な相関関係があります。圧力が20バールまで上昇すると、冷却ガスの密度が増加し、ワークロードから熱をより速く抽出できるようになります。
調整可能な冷却プロファイル
20バールシステムは、常に最大圧力で運転することを強制するものではありません。代わりに、パフォーマンスのためのより高い「上限」を提供します。技術者は、処理中の材料の特定の焼入れ限界に合わせて圧力を調整できます。
冷却バランスの最適化
微細構造変態の確保
圧力増加の主な目的は、鋼が正しい微細構造変態を起こすことを保証することです。冷却が遅すぎると、材料は硬化せず、柔らかく構造的に弱いままで残ります。
変形の制御
硬度には速度が必要ですが、制御されていない急速な冷却は、反りや亀裂を引き起こす可能性があります。最新の20バールシステムの利点は、冷却速度を微調整できることです。これにより、オペレーターは部品を硬化させるのに十分な速さで、しかし変形を最小限に抑えるのに十分な遅さで冷却できます。
目標に合わせた適切な選択
20バールシステムが操作に必要かどうかを判断するには、特定の冶金学的要件を検討してください。
- 主な焦点が操作の多様性である場合:高級工具鋼とSAE 4140のような一般的なエンジニアリング鋼の混合物を処理する予定がある場合は、20バールシステムが不可欠です。
- 主な焦点が寸法精度である場合:調整可能な圧力により、硬度達成と部品形状の維持との間の完璧な均衡を見つけることができます。
最終的に、20バールガス注入システムは、冶金学的品質を損なうことなく、より幅広い合金を処理するために必要な重要な柔軟性を提供します。
概要表:
| 特徴 | 標準真空炉 | 20バール高圧システム |
|---|---|---|
| 主な材料 | 高焼入れ性工具鋼 | 低焼入れ性鋼(SAE 4140、4340) |
| 冷却速度 | 中程度 | 超急速&調整可能 |
| プロセス能力 | 基本的な硬化 | 高度な硬化と固溶化処理 |
| コアの利点 | ニッチ合金の費用対効果 | 最大の多様性と微細構造制御 |
KINTEK Precisionで熱処理をアップグレードしましょう
KINTEKの高性能真空システムで、ラボの生産性と材料の多様性を最大化しましょう。専門的な研究開発と世界クラスの製造に裏打ちされた、マッフル、チューブ、ロータリー、真空、CVDシステムを包括的に提供しており、すべてお客様固有の高温要件を満たすように完全にカスタマイズ可能です。20バールでエンジニアリング鋼を焼入れする場合でも、繊細な固溶化処理を行う場合でも、当社の炉は、冶金学的卓越性と最小限の変形を保証するために必要な正確な制御を提供します。
熱処理結果の最適化の準備はできましたか?今すぐ専門家にお問い合わせいただき、カスタムソリューションを見つけてください!
ビジュアルガイド
参考文献
- André Paulo Tschiptschin. PROCESSOS SOB VÁCUO USADOS PARA TRATAMENTOS TÉRMICOS E DE SUPERFÍCIE DE AÇOS E LIGAS ESPECIAIS. DOI: 10.17563/rbav.v43i1.1262
この記事は、以下の技術情報にも基づいています Kintek Furnace ナレッジベース .



















