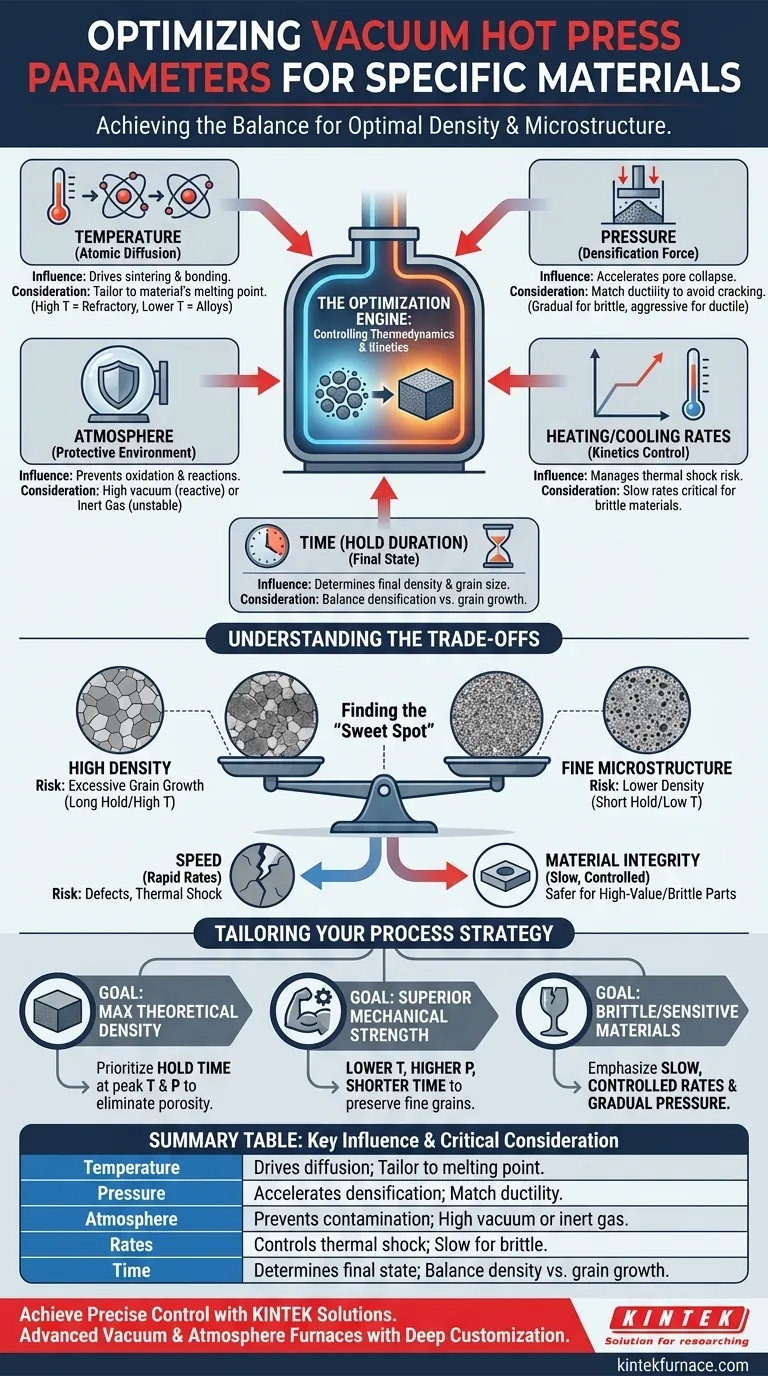
最適な結果を達成するために、真空熱間プレス炉で最適化する必要がある主要なプロセスパラメータは、温度、圧力、雰囲気(真空度)、加熱/冷却速度、および時間です。これらの変数は独立しておらず、目的の最終密度と微細構造を達成するために、処理する材料の特定の化学的および物理的特性に合わせて慎重にバランスを取り、調整する必要があります。
真空熱間プレスの核心的な課題は、単に設定された温度や圧力に到達することではなく、熱力学的および速度論的な経路全体を制御することです。成功は、これらのパラメータがどのように相互作用して焼結を促進し、特定の材料における粒成長や熱衝撃などの望ましくない影響を防ぐかを理解することにかかっています。

主要パラメータとその材料固有の影響
熱間プレスサイクルの最適化には、各パラメータが微細構造レベルで材料にどのように影響するかを深く理解する必要があります。炉の高精度制御システムにより、このような微調整が可能になりますが、戦略は材料自体によって決定される必要があります。
温度:拡散の原動力
温度は、焼結と結合の基本的なメカニズムである原子拡散の主な駆動力です。原子が移動し、粒子ネックが形成および成長するために必要なエネルギーを提供します。
必要な温度は、材料の特性によって完全に決まります。タングステンなどの高融点金属やセラミックスは非常に高い温度を必要としますが、一部の金属合金ははるかに低い熱で処理できます。
圧力:焼結の力
印加圧力は、単純な焼結に対する熱間プレスの主な利点です。気孔の崩壊、粒子再配置、塑性変形を機械的に助け、焼結プロセスを大幅に加速します。
圧力印加の量と速度は、材料の機械的特性に合わせる必要があります。セラミックスなどの脆性材料は、亀裂を避けるために段階的な圧力ランプが必要になる場合がありますが、より延性のある金属は、より積極的なアプローチに対応できます。
雰囲気:保護環境
炉の雰囲気は、望ましくない化学反応を防ぐために重要です。高真空は、反応性金属や多くの先端材料にとって致命的である酸化を引き起こす可能性のある酸素やその他の汚染物質を除去するために使用されます。
高温下で真空下で分解または昇華する可能性のある材料の場合、不活性ガスバックフィル(アルゴンなど)が使用されます。これにより、材料を安定させる過圧が発生しますが、クリーンで非反応性の環境が提供されます。
速度と持続時間:速度論の制御
加熱および冷却速度、ならびに最高温度および圧力での保持時間は、プロセスの速度論を制御します。これらの時間パラメータは、ピーク値自体と同じくらい重要です。
急速な加熱は、熱伝導率の低い材料(大きなセラミック部品など)に熱衝撃と亀裂を引き起こす可能性があります。逆に、最高温度での長い保持時間は、完全な焼結を促進しますが、過度の粒成長につながる可能性もあり、多くの場合、硬度や強度などの機械的特性を低下させます。
トレードオフと落とし穴の理解
成功した結果を達成するには、一連の重要なトレードオフを乗り越える必要があります。これらを誤解すると、部品の失敗、装置の損傷、または一貫性のない結果につながる可能性があります。
高密度対微細構造
最も一般的なトレードオフは、最大密度を達成することと、微細粒構造を維持することの間です。高温と長い保持時間は密度を保証しますが、粒成長の主な原因でもあります。目標は、粒が過度に粗くなる前に十分な焼結を提供する「スイートスポット」を見つけることです。
速度対材料の完全性
圧力と温度を迅速に印加するとサイクル時間を短縮できますが、欠陥のリスクが高まります。急速な圧力印加は閉じた気孔にガスを閉じ込める可能性があり、急速な加熱は亀裂を引き起こす可能性があります。より遅く、より制御されたプロセスは、高価値または脆性部品にとってはほぼ常に安全です。
不十分な真空または雰囲気制御
真空度が低いことは、失敗の一般的な原因です。たとえ微量の酸素であっても、粒子表面に脆い酸化物層を形成し、適切な拡散結合を妨げる可能性があります。これにより、固体に見えても内部結合が悪く、機械的強度が低い部品が生成されます。
プロセスを材料目標に合わせる
特定の最適化戦略は、最終目標によって導かれるべきです。ある目的のための理想的なパラメータは、別の目的のためにはしばしば異なります。
- 主な焦点が理論上の最大密度を達成することである場合:すべての気孔率が除去されることを保証するために、最高温度と圧力での保持時間の最適化を優先してください。
- 主な焦点が優れた機械的強度を維持するために微細粒構造を維持することである場合:密度に到達する前に顕著な粒成長を開始しないように、より低い温度とより高い圧力、またはより短い保持時間を試してください。
- 主な焦点が熱に敏感な材料または脆性材料の処理である場合:ゆっくりと制御された加熱および冷却速度を重視し、材料が延性を持つ温度に達してから徐々に圧力を印加します。
最終的に、真空熱間プレス炉を習得することは、これらの相互に関連するパラメータを体系的に制御して、材料を理想的な最終状態に導くことから生まれます。
概要表:
| パラメータ | 材料への主な影響 | 重要な考慮事項 |
|---|---|---|
| 温度 | 焼結と結合のための原子拡散を駆動します。 | 材料の融点と反応性に合わせる必要があります。 |
| 圧力 | 気孔を崩壊させて焼結を加速します。 | 亀裂を避けるために材料の延性に合わせる必要があります。 |
| 雰囲気 | 酸化と汚染を防ぎます。 | 反応性材料には高真空、不安定な材料には不活性ガス。 |
| 加熱/冷却速度 | 熱衝撃のリスクと速度論を制御します。 | セラミックスなどの脆性材料には低速が重要です。 |
| 時間(保持時間) | 最終密度と粒径を決定します。 | 完全な焼結と過度の粒成長とのバランスをとります。 |
特定の課題に対応するように構築された炉で、材料特性を正確に制御してください。
優れた研究開発と社内製造を活用して、KINTEKは多様な研究所に先進的な高温炉ソリューションを提供しています。マッフル炉、チューブ炉、ロータリー炉、真空・雰囲気炉、CVD/PECVDシステムを含む当社の製品ラインは、独自の実験要件を正確に満たすための強力なカスタムメイド機能によって補完されています。
専門家が熱間プレスプロセスの最適化をお手伝いします。アプリケーションについて話し合い、当社のオーダーメイドの真空熱間プレスソリューションが研究開発と生産成果をどのように向上させることができるかを発見するために、今すぐKINTEKにお問い合わせください。
ビジュアルガイド
関連製品
- ラミネーションと加熱のための真空ホットプレス炉機械
- 真空ホットプレス炉機 加熱真空プレス管状炉
- 600T真空誘導ホットプレス真空熱処理焼結炉
- 真空ホットプレス炉マシン加熱真空プレス
- 真空焼結用圧力式真空熱処理焼結炉



















