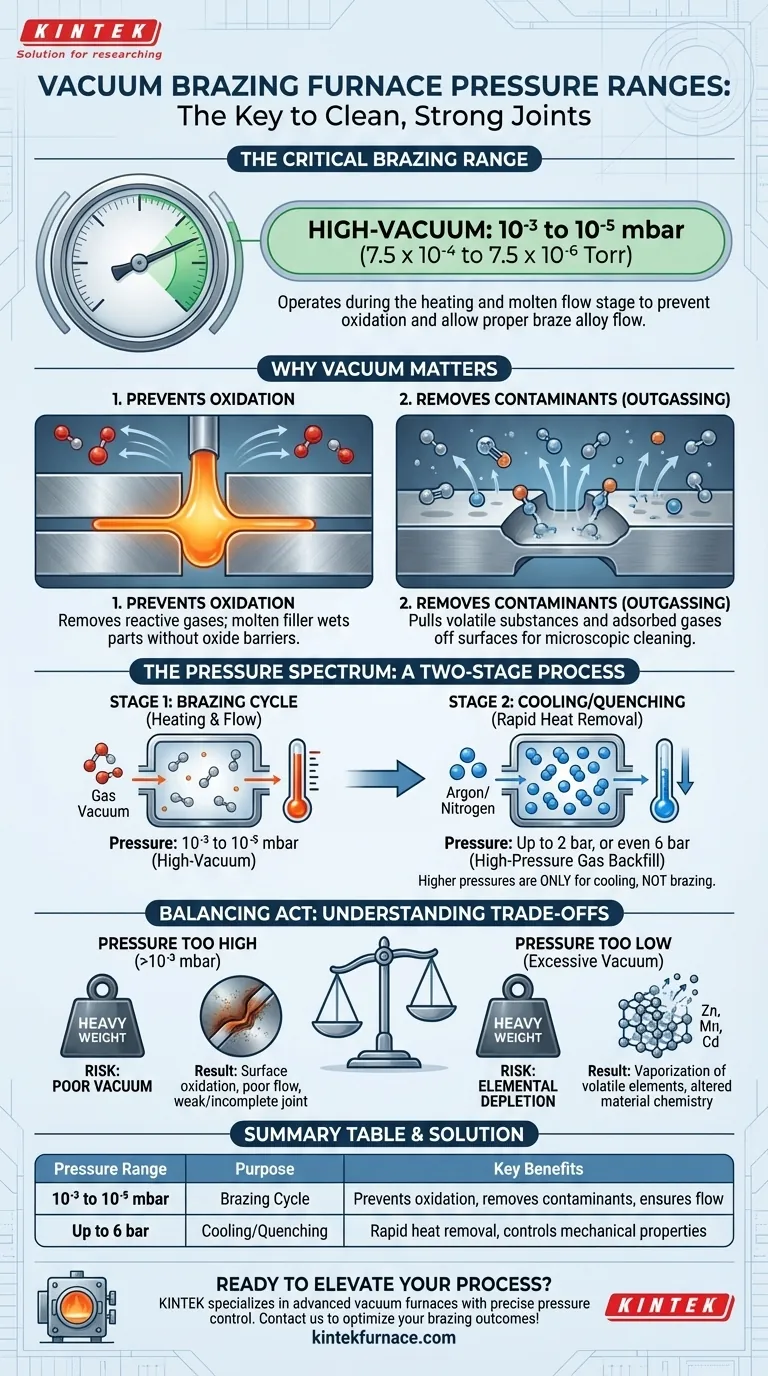
正確に言えば、真空ろう付け炉は、実際のろう付けサイクル中に通常、10⁻³から10⁻⁵ミリバール(mbar)の高度な真空範囲で作動します。この圧力レベルは、約 7.5 x 10⁻⁴ から 7.5 x 10⁻⁶ Torr に相当し、酸化を防ぎ、ろう材が接合部に適切に流れるようにするために十分なクリーンな環境を作り出すために極めて重要です。
真空炉内の特定の圧力レベルは恣意的なものではありません。これは、汚染物質や酸化物を除去し、ろう付け接合部の冶金学的完全性を保証する化学的に活性な環境を作り出すために設計された、精密に制御されたパラメーターです。
ろう付けにおける真空の目的
真空ろう付けの主な目的は、2つ以上の金属部品間に、強力で、クリーンで、気密性の高い接合部を作成することです。これを達成するには、開放大気中でのろう付けとは根本的に異なる環境が必要です。
酸化の防止
真空の最も重要な機能は、炉室から酸素やその他の反応性ガスを除去することです。加熱されると、ほとんどの金属はその表面に酸化物を急速に形成します。これは、溶融したろう材が部品を濡らし、毛細管現象によって接合部に流れ込むのを妨げるバリアとして機能します。
チャンバーを高度の真空に排気することにより、酸素分子の量が劇的に減少するため、ろう付けに必要な高温であっても酸化は発生しません。
揮発性物質と汚染物質の除去
真空は、ろう付けされる部品の表面から揮発性物質や吸着ガスを積極的に引き出します。このプロセスはアウトガス処理として知られ、接合面を微視的なレベルで清浄にします。
これにより、閉じ込められた汚染物質が、ろう材と母材の間に強固で連続した冶金結合が形成されるのを妨げることがなくなります。

異なる圧力範囲の理解
最新の真空炉は、プロセスの異なる段階で異なる圧力で作動します。これらの段階を混同することは、一般的な誤解の原因となります。
高真空ろう付け範囲(10⁻³~10⁻⁵ mbar)
これは、ろう合金の加熱と溶融流動が発生する圧力範囲です。これは高真空環境と見なされます。
このレベルは、ステンレス鋼、ニッケル合金、銅などの一般的なエンジニアリング材料の酸化を防ぐのに十分低い値です。
冷却および焼入れのための高圧
ろう付けプロセスが完了し、ろう材が固化した後、アセンブリを冷却する必要があります。一部の炉では、このステップのために高圧ガスによる焼入れを使用します。
炉はアルゴンや窒素などの不活性ガスで2 bar、あるいは6 barまでの圧力に再充填されます。この高圧ガスは急速に循環し、真空冷却よりもはるかに速く熱を除去します。これは、最終的なアセンブリで特定の機械的特性や結晶粒構造を達成するために不可欠です。
これらの高い圧力は冷却にのみ使用され、ろう付けが行われる圧力ではありません。
トレードオフの理解
適切な圧力の選択は、競合する要因のバランスを取る問題です。常に「圧力が低いほど良い」というわけではありません。
不十分な真空のリスク(圧力が高すぎる)
真空レベルが十分に低くない場合(例:10⁻³ mbarより高い場合)、残留酸素がチャンバー内に残ります。これは部品表面の酸化、ろうの流れの悪化、最終的により弱く不完全な接合につながります。
その結果、不良品の発生率が高くなり、性能が信頼できなくなります。
過度の真空のリスク(圧力が低すぎる)
特定の材料では、極端に低い圧力が有害になることがあります。一部の金属合金には高い蒸気圧を持つ元素が含まれており、これは高温および非常に低い圧力下で母材またはろう合金から「沸騰」または昇華する可能性があることを意味します。
亜鉛、マンガン、カドミウムなどの元素はこれに影響されやすいです。元素枯渇として知られるこの現象は、母材とろう付け接合部の化学的性質と性能を変える可能性があります。これらの場合、元素の蒸発を防ぐために、わずかに高い圧力または不活性ガスによる分圧下でろう付けを行う必要がある場合があります。
目標に合わせた適切な選択
最適な圧力設定は、接合される材料と期待される結果に完全に依存します。
- 標準的なステンレス鋼またはニッケル合金のろう付けが主な焦点の場合: 標準的な高真空範囲の 10⁻³~10⁻⁵ mbar が、クリーンで酸化のない接合部を達成するための適切な環境です。
- 揮発性元素を持つ材料(例:一部の銅またはアルミニウム合金)のろう付けが主な焦点の場合: 元素の枯渇を防ぐために圧力を慎重に制御する必要があります。これには、真空範囲の上限で操作するか、分圧での再充填が必要になる場合があります。
- 最終的な機械的特性の制御が主な焦点の場合: ろう付けサイクル完了後の急速な冷却のために、高圧ガス焼入れ能力を備えた炉が不可欠です。
結局のところ、炉の圧力を制御することは、真空ろう付けプロセスを習得するための基本です。
要約表:
| 圧力範囲 | 目的 | 主な利点 |
|---|---|---|
| 10⁻³~10⁻⁵ mbar | ろう付けサイクル | 酸化を防止し、汚染物質を除去し、ろうの流れを適切に保証する |
| 最大 6 bar | 冷却/焼入れ | 急速な熱除去、機械的特性の制御 |
真空ろう付けプロセスを向上させる準備はできていますか? KINTEK は、精密な圧力制御を備えた真空・雰囲気炉を含む、高度な高温炉ソリューションを専門としています。当社の深いカスタマイズ機能により、お客様の炉がステンレス鋼やニッケル合金などの材料に対してクリーンで強力な接合部を提供できるよう、固有の実験的ニーズを満たすことが保証されます。今すぐお問い合わせいただき、ろう付けの成果を最適化する方法についてご相談ください!
ビジュアルガイド
関連製品
- 真空熱処理焼結ろう付炉
- 真空ホットプレス炉マシン加熱真空プレス
- 真空ホットプレス炉機 加熱真空プレス管状炉
- ラミネーションと加熱のための真空ホットプレス炉機械
- 600T真空誘導ホットプレス真空熱処理焼結炉



















