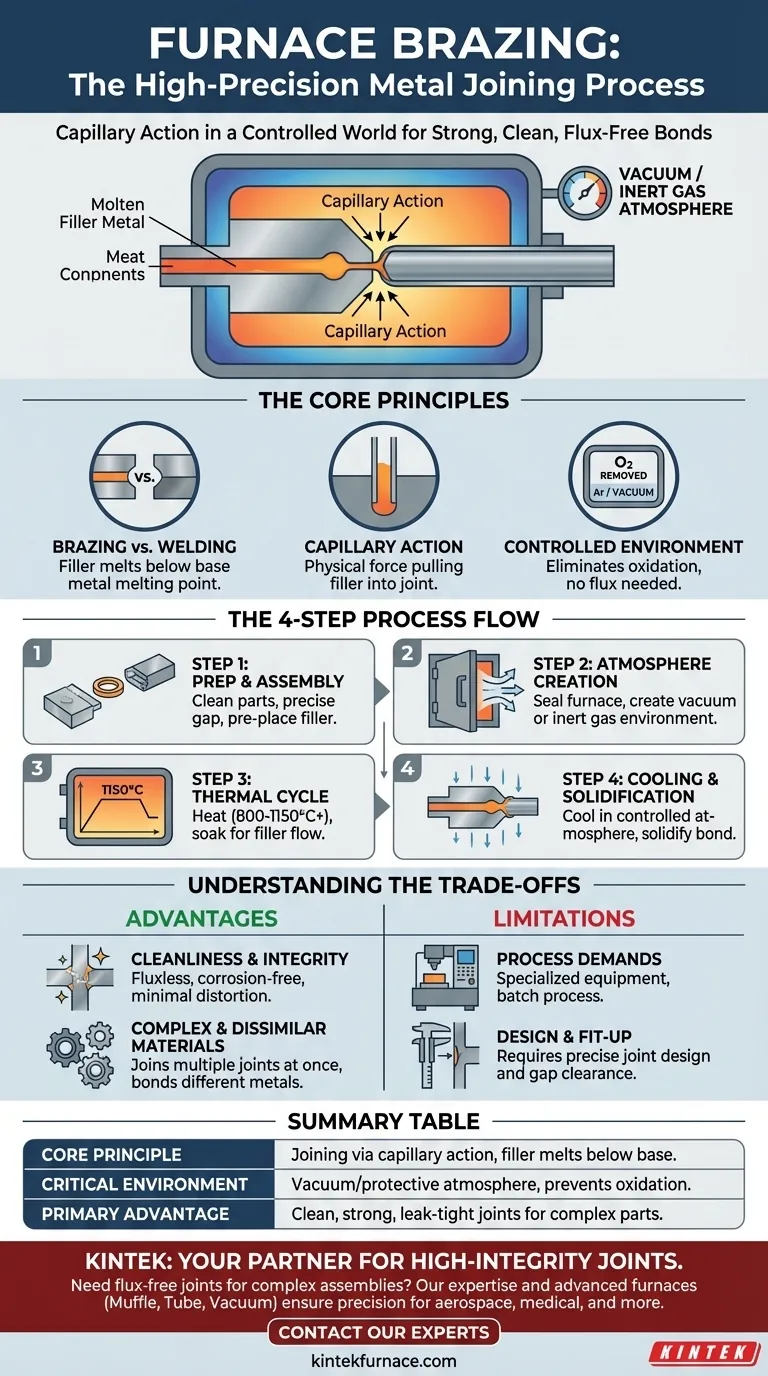
炉内ろう付けの核心は、制御された雰囲気下で部品を加熱する高精度な金属接合プロセスです。母材よりも融点の低いろう材が使用され、これが溶融して毛細管現象によって接合部に引き込まれ、冷却時に強固でクリーンな冶金結合を形成します。
重要な洞察は、炉内ろう付けは単なる加熱プロセスではなく、環境制御プロセスであるということです。真空または保護雰囲気を使用することで、酸化とフラックスの必要性を排除し、複雑なアセンブリに例外的にクリーンで強固で気密性の高い接合を作成できます。
核心原理:制御された世界における毛細管現象
炉内ろう付けを理解するには、ろう付け自体の性質、それが機能する物理的な力、そして完璧を可能にする環境という、相互に関連する3つの概念を把握する必要があります。
ろう付けとは?
ろう付けは、2つの部品の間のギャップにろう材を溶融させることによって金属を接合します。重要なのは、プロセス温度がろう材を溶融させるのに十分高いが、接合される母材の融点よりも常に低いことです。これは、母材自体が溶融して一体化する溶接とは異なります。
毛細管現象の役割
毛細管現象は、溶融したろう材をタイトフィットする接合部に引き込む物理的な力です。水が細いストローに吸い上げられるように、液体ろう材は部品間の小さく均一なギャップを自然に通過し、接合部全体にわたって完全で一貫した結合を保証します。
重要な「炉」環境
炉は制御された雰囲気を提供し、これがこの方法の成功の鍵となります。これは通常、真空またはアルゴンなどの保護ガスです。この環境は、加熱中に金属表面に酸化物が形成されるのを防ぎます。酸化物は、そうでなければろう材の流れを妨げ、最終的な結合を弱める可能性があります。

ステップバイステップの炉内ろう付けプロセス
炉内ろう付けサイクルは、部品間に完璧な冶金結合を生成するように設計された正確な一連のイベントです。各ステップが最終的な結果にとって重要です。
ステップ1:接合部の準備と組み立て
部品は徹底的に洗浄され、ろう材が接合部またはその近くにあらかじめ配置された状態で組み立てられる必要があります。部品間のギャップは、毛細管現象が正しく機能するように、非常に小さく慎重に設計されます。
ステップ2:制御された雰囲気の作成
アセンブリ全体を炉に loaded し、その後 sealed します。高レベルの真空を作成するためにすべての空気が除去されるか、チャンバーが不活性ガスで満たされます。このステップにより、接合を損なう可能性のある酸素やその他の汚染物質が除去されます。
ステップ3:熱サイクル
炉はアセンブリを所定のろう付け温度までゆっくりと加熱します。この温度は800°Cから1150°C以上になる場合があります。アセンブリはこの温度で短時間保持されます(「浸漬」と呼ばれるフェーズ)。これにより、ろう材が完全に溶融し、接合部全体に流れ込んだことが保証されます。
ステップ4:固化と冷却
浸漬後、アセンブリは真空または保護雰囲気内で、制御された方法で冷却されます。冷却されるにつれて、ろう材は固化し、母材の表面と強固で永久的な冶金結合を形成します。部品が十分に冷却された後にのみ、空気が炉に戻されます。
トレードオフの理解
炉内ろう付けは大きな利点を提供しますが、アプリケーションに適しているかどうかを判断するために、その特定の要件と制限を認識することが不可欠です。
利点:比類のない接合強度と清浄度
プロセスはフラックスレスであり、真空中で行われるため、生成される接合部は例外的にクリーンで、腐食の原因となる汚染物質や残留フラックスがありません。均一な加熱は、熱応力と歪みを最小限に抑えます。
利点:複雑な異種材料の接合
炉内ろう付けは、複数の接合部を持つ複雑なアセンブリに最適です。すべての接合部を同時に作成できます。また、プロセス温度が低いため、溶接が困難または不可能な異種金属の接合にも効果的です。
制限:プロセスと機器の要件
この方法には、特殊で高価な機器、つまり真空または制御雰囲気炉が必要です。これはバッチプロセスであり、単一の単純な部品の場合、手動接合方法と比較して効率が低い場合があります。
制限:設計とフィットアップは譲れない
炉内ろう付けの成功は、適切な接合設計に完全に依存します。毛細管現象を促進するために、ギャップクリアランスは厳密に制御する必要があります。フィットアップが悪いと、不完全または弱い結合になります。
目標に合わせた適切な選択
炉内ろう付けの選択は、コンポーネントとそのアプリケーションの特定の要件に完全に依存します。
- 複雑な多接合アセンブリの接合が主な焦点である場合:炉内ろう付けにより、最小限の歪みで同時にすべての接合部を作成できます。
- 高純度で気密性の高いシールを作成することが主な焦点である場合:炉内ろう付けのフラックスフリーで制御された雰囲気は、航空宇宙、医療、真空システムにおける敏感なアプリケーションに最適です。
- 繊細な薄壁材料または異種材料の接合が主な焦点である場合:均一な加熱と低い温度は、溶接に伴う反りや冶金的な問題を回避します。
環境全体を制御することにより、炉内ろう付けは、他の多くの接合方法では達成できないレベルの精度、清浄度、および完全性を提供します。
概要表:
| 主要な側面 | 説明 |
|---|---|
| 核心原理 | 母材の融点より低いろう材を毛細管現象で溶融させて金属を接合する。 |
| 重要な環境 | 酸化を防ぎ、フラックスの必要性をなくすための真空または保護雰囲気(例:アルゴン)。 |
| 典型的な温度範囲 | 800°C~1150°C以上 |
| 主な利点 | 複雑または異種材料に、例外的にクリーンで強固で気密性の高い接合を作成する。 |
| 重要な考慮事項 | 毛細管現象が効果的に機能するには、正確な接合設計とギャップクリアランスが必要。 |
複雑なアセンブリに高整合性でフラックスフリーの接合を作成する必要がありますか?
KINTEKでは、精度と清浄度が最優先事項であることを理解しています。当社の炉内ろう付けの専門知識は、高度な研究開発と製造に裏打ちされており、航空宇宙、医療、真空システムなどの要求の厳しいアプリケーションに必要な、強力で気密性の高い接合をコンポーネントが実現することを保証します。
当社は、マッフル炉、チューブ炉、ロータリー炉、真空炉など、さまざまな高温実験室用炉を提供しており、これらはすべてお客様固有のろう付けプロセス要件を満たすようにカスタマイズ可能です。
当社のソリューションが金属接合能力をどのように向上させることができるかについて話し合うために、今すぐ当社の専門家にお問い合わせください。
ビジュアルガイド