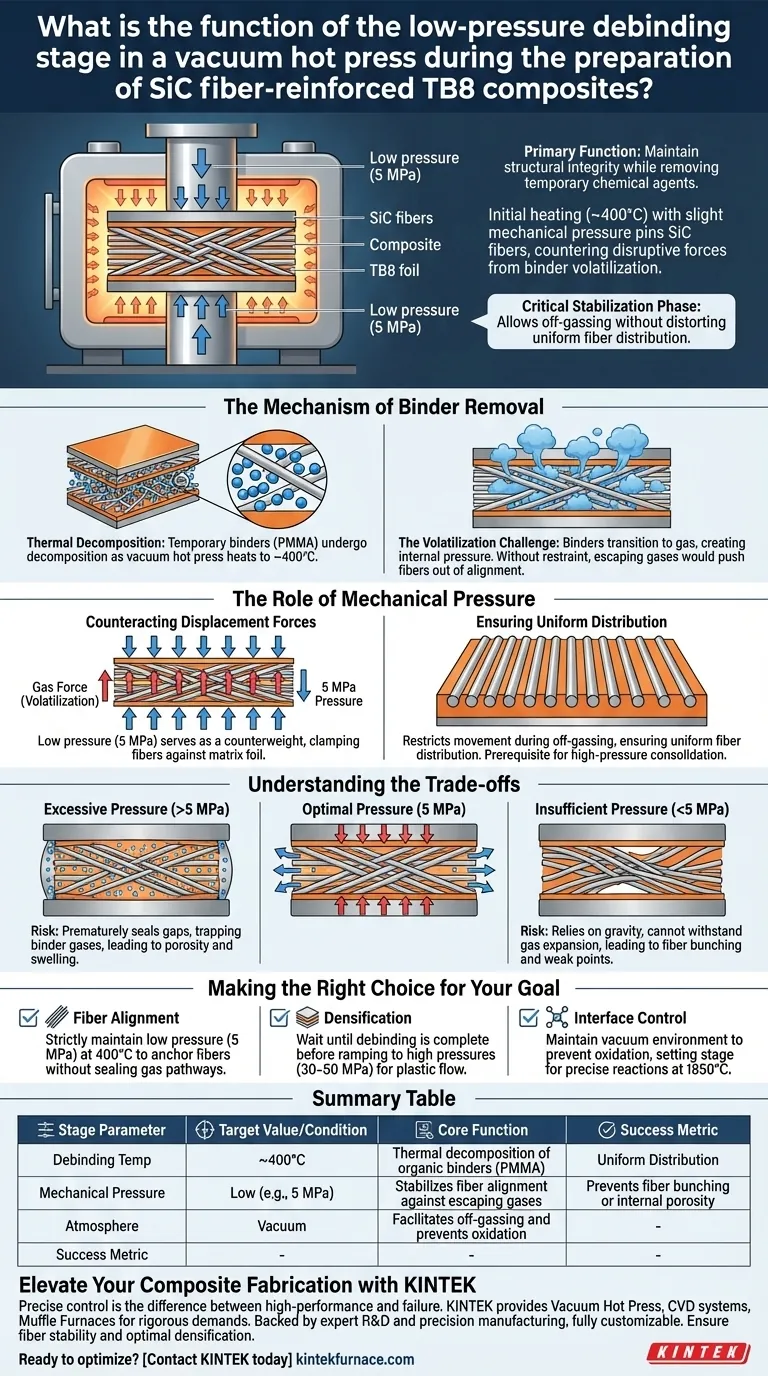
低圧脱脂工程の主な機能は、一時的な化学薬剤を除去しながら複合材料の構造的完全性を維持することです。初期加熱段階(約400℃)では、PMMAなどのバインダーの揮発によって引き起こされる破壊的な力に対抗するために、SiC繊維を所定の位置に固定するためにわずかな機械的圧力(例:5 MPa)が印加されます。
低圧段階は、重要な安定化段階として機能します。これにより、脱脂ガスが逃げる際の乱流が補強繊維の均一な分布を歪めることを許容せずに、必須のオフガスを発生させることができます。
バインダー除去のメカニズム
熱分解
製造プロセスでは、SiC繊維をチタンマトリックス内に初期固定するために、PMMA(ポリメチルメタクリレート)などの一時的なバインダーに依存しています。
真空熱間プレスがアセンブリを400℃範囲まで加熱すると、これらの有機バインダーは熱分解を起こします。
揮発の課題
バインダーが分解すると、固体状態から気体状態に移行します。
この相変化は、複合材料プリフォーム内に内部圧力とガス流を発生させます。拘束がない場合、これらの脱脂ガスの力は、繊維を配向からずらすのに十分であり、材料の均一性を損なう可能性があります。

機械的圧力の役割
ずれの力に対抗する
特定の低圧(5 MPa)の印加は、揮発プロセスに対する機械的なカウンターウェイトとして機能します。
この圧力は、バインダーが気体に変わる際に繊維が「浮遊」または移動するのを防ぐために、繊維をマトリックス箔に物理的にクランプするのに十分な高さです。
均一な分布の確保
オフガス段階中の移動を制限することにより、プロセスは繊維の分布が均一に保たれることを保証します。
この均一性は、マトリックスが塑性流動して繊維と結合する、後続の高圧締固め段階の前提条件です。
トレードオフの理解
過剰な圧力のリスク
脱脂圧力(5 MPa)と、後で使用される締固め圧力(30〜50 MPa以上)を混同しないことが重要です。
脱脂段階中に過剰な圧力を印加すると、繊維とマトリックス間の隙間が早期に密閉される可能性があります。これにより、揮発したバインダーガスが複合材料内に閉じ込められ、内部の気孔率が発生し、後で材料が膨張または剥離する原因となります。
不十分な圧力のリスク
逆に、この段階でゼロ圧力を印加すると、重力と摩擦に完全に依存してアーキテクチャを保持します。
これは、脱脂ガスが膨張する力に耐えるにはめったに十分ではなく、繊維の凝集や隙間につながります。この構造的無秩序は、最終的な複合材料に明確な弱点を生じさせます。
目標に合わせた適切な選択
SiC/TB8複合材料の真空熱間プレスプロセスを最適化するには、製造段階に合わせて圧力パラメータを調整してください。
- 繊維配向が主な焦点の場合: 400℃のランプ中に低圧設定(例:5 MPa)を厳密に維持し、ガス経路を密閉せずに繊維を固定します。
- 高密度化が主な焦点の場合: 脱脂段階が完全に完了するまで待ってから、高圧(30〜50 MPa)にランプし、TB8箔の塑性流動を強制します。
- 界面制御が主な焦点の場合: 脱脂全体を通して真空環境を維持し、酸化を防ぎ、後で高温(1850℃)で必要な精密な化学反応の準備を整えます。
複合材料の製造を成功させるには、脱脂を単なる洗浄ステップとしてではなく、構造保護段階として扱う必要があります。
概要表:
| 段階パラメータ | 目標値/条件 | コア機能 |
|---|---|---|
| 脱脂温度 | 〜400℃ | 有機バインダー(PMMA)の熱分解 |
| 機械的圧力 | 低(例:5 MPa) | 脱脂ガスに対する繊維配向を安定化させる |
| 雰囲気 | 真空 | オフガスを促進し、酸化を防ぐ |
| 成功指標 | 均一な分布 | 繊維の凝集や内部気孔率を防ぐ |
KINTEKで複合材料製造をレベルアップ
脱脂および締固め段階の精密な制御は、高性能複合材料と材料の故障との違いです。KINTEKは、SiC繊維強化材料生産の厳しい要求に対応するために設計された、業界をリードする真空熱間プレスシステム、CVDシステム、およびマッフル炉を提供します。
専門的な研究開発と精密製造に裏打ちされた当社の高温実験室用炉は、お客様固有の研究および生産ニーズを満たすために完全にカスタマイズ可能です。各サイクルで繊維の安定性と最適な高密度化を確保します。
熱処理の最適化の準備はできましたか?カスタムソリューションについて話し合うために、今すぐKINTEKにお問い合わせください。
ビジュアルガイド
関連製品
- ラミネーションと加熱のための真空ホットプレス炉機械
- 真空ホットプレス炉マシン加熱真空プレス
- 真空ホットプレス炉機 加熱真空プレス管状炉
- 600T真空誘導ホットプレス真空熱処理焼結炉
- 真空焼結用圧力式真空熱処理焼結炉

















