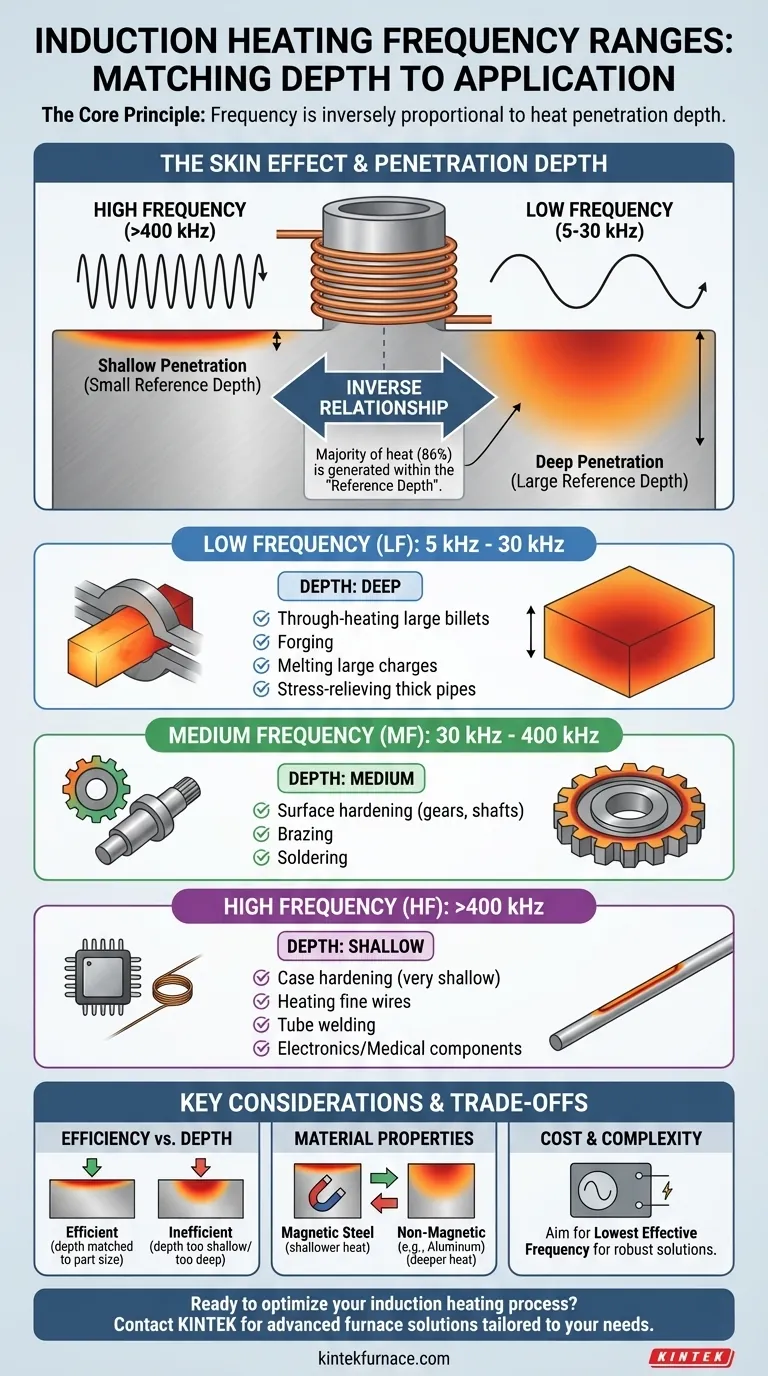
誘導加熱の周波数は、基本的な原理に基づいて選択されます。それは、材料への望ましい熱浸透深度です。周波数はこの深度に反比例します。低周波数(5~30 kHz)は厚い部品の深部加熱に、中周波数(100~400 kHz)は小型部品や表面硬化に、高周波数(400 kHz以上)は非常に小型の部品や極めて浅い表面の精密加熱に使用されます。
核となる原理は逆相関です。周波数が高いほど、熱浸透は浅くなります。適切な周波数を選択することは、用途の名前ではなく、加熱深度をワークピースの形状と冶金学的要件に合わせることです。
核となる原理:周波数と浸透深度
適切な周波数を選択するには、まず誘導がどのように熱を生成するかの物理学を理解する必要があります。このプロセスは「表皮効果」として知られる現象によって支配されます。
「表皮効果」の紹介
交流電流(AC)が導体を流れるとき、電流は表面で最も密度が高く、中心に向かって指数関数的に密度が減少する傾向があります。誘導加熱は、この「渦電流」を非接触でワークピースに誘導することによって機能します。
表皮効果のため、加熱の大部分は部品の表面近くの有限の層で発生します。
「参照深度」の定義
エンジニアは、参照深度(または浸透深度)と呼ばれる特定の指標を使用します。これは、誘導電流密度が表面での値の約37%に低下する表面からの深さです。
重要なことに、誘導電流によって生成される総熱量の約86%がこの参照深度内で生成されます。これは周波数で制御する主要な変数です。
逆相関
関係は単純かつ直接的です。
- 低周波数 = 大きな参照深度 = 深い熱浸透
- 高周波数 = 小さな参照深度 = 浅い熱浸透
周波数を制御することで、部品内で熱が生成される場所を正確に制御でき、これが誘導加熱を成功させる鍵となります。

周波数帯域の実用ガイド
異なる産業では、一般的なタスクに最適化された特定の周波数範囲が標準化されています。
低周波数(LF):5 kHz~30 kHz
この範囲は、深く均一な加熱を必要とする用途に使用されます。低周波数は、渦電流が材料の奥深くまで浸透することを可能にします。
一般的な用途には、鍛造用の大型ビレットの貫通加熱、大量の金属溶解、厚肉パイプの応力除去などがあります。
中周波数(MF):30 kHz~400 kHz
これは、誘導加熱において最も汎用性が高く、一般的な範囲と言えるでしょう。浸透深度と加熱速度のバランスが良好です。
主な用途は、ギア、シャフト、ベアリングなどの部品の表面硬化です。これらは、延性のあるコアを維持しながら、硬く耐摩耗性のある表面が必要な場合に用いられます。また、ろう付けやはんだ付けにも広く使用されます。
高周波数(HF):400 kHz以上
高周波数は、加熱を極めて薄い表面層に限定する必要がある場合や、部品自体が非常に小さい場合に使用されます。
これは、非常に浅い深さでの浸炭硬化、細いワイヤーの加熱、チューブ溶接、または電子機器や医療産業における微細部品の加熱に最適です。
トレードオフの理解
周波数の選択は常に簡単ではありません。部品、プロセス、および装置間の相互作用を考慮する必要があります。
効率 vs. 深度
効率的な加熱のためには、参照深度が部品の厚さや半径よりも大幅に小さい必要があります。部品のサイズに対して周波数が低すぎると、磁場がそのまま通過してしまい、エネルギー伝達が不十分になります。
逆に、必要な浸炭深度に対して周波数が高すぎると、ごく薄い層しか加熱されません。これは非効率的であり、熱が望ましい深度まで内部に伝導するのに長い「熱浸透」時間が必要になる場合があります。
材料特性の重要性
参照深度は、材料の電気抵抗率と透磁率によっても決定されます。
例えば、同じ周波数でも、磁性鋼(キュリー温度以下)では非磁性ステンレス鋼やアルミニウムよりもはるかに浅い加熱深度を生じます。これは計算に考慮する必要があります。
機器のコストと複雑さ
一般的に、異なる周波数範囲の電源には異なる技術が関与します。目標は常に、望ましい加熱プロファイルを効果的に達成する最も低い周波数を使用することです。これは、多くの場合、最も堅牢で費用対効果の高い機器ソリューションに対応します。
目標に応じた適切な選択
正しい周波数を選択するには、まず主要な加熱目的を定義する必要があります。
- 大型で厚い部品の貫通加熱が主な焦点の場合:低周波数(5~30 kHz)を使用して、熱が深く均一に浸透するようにします。
- 部品の表面硬化が主な焦点の場合:必要な浸炭深度に適した加熱深度を作成する中周波数(30~400 kHz)を選択します。
- 非常に小さな部品や極めて薄い表面層の加熱が主な焦点の場合:高周波数(400 kHz以上)を選択して、エネルギーを必要な場所に正確に集中させます。
最終的に、正しい周波数とは、プロセスが必要とする場所に熱を最も効率的に配置する周波数です。
要約表:
| 周波数範囲 | 浸透深度 | 一般的な用途 |
|---|---|---|
| 5 kHz - 30 kHz | 深い | 大型ビレットの貫通加熱、鍛造、厚肉パイプの応力除去 |
| 30 kHz - 400 kHz | 中程度 | 表面硬化(ギア、シャフト)、ろう付け、はんだ付け |
| 400 kHz以上 | 浅い | 浸炭硬化、細いワイヤーの加熱、チューブ溶接、電子機器 |
誘導加熱プロセスを最適化する準備はできていますか? KINTEKでは、卓越した研究開発と社内製造を活用し、お客様のニーズに合わせた高度な高温炉ソリューションを提供しています。当社の製品ラインには、マッフル炉、チューブ炉、ロータリー炉、真空・雰囲気炉、CVD/PECVDシステムが含まれており、すべてお客様独自の実験要件を正確に満たす強力な詳細カスタマイズ機能によって支えられています。今すぐお問い合わせください。お客様のラボの効率を向上させ、優れた結果を達成する方法についてご相談ください!
ビジュアルガイド
関連製品
- 600T真空誘導ホットプレス真空熱処理焼結炉
- 真空誘導溶解炉とアーク溶解炉
- 熱分解の植物の暖房のための電気回転式炉の連続的な働く小さい回転式炉キルン
- セラミックファイバーライナー付き真空熱処理炉
- 化学的気相成長装置のための多加熱帯 CVD の管状炉機械





