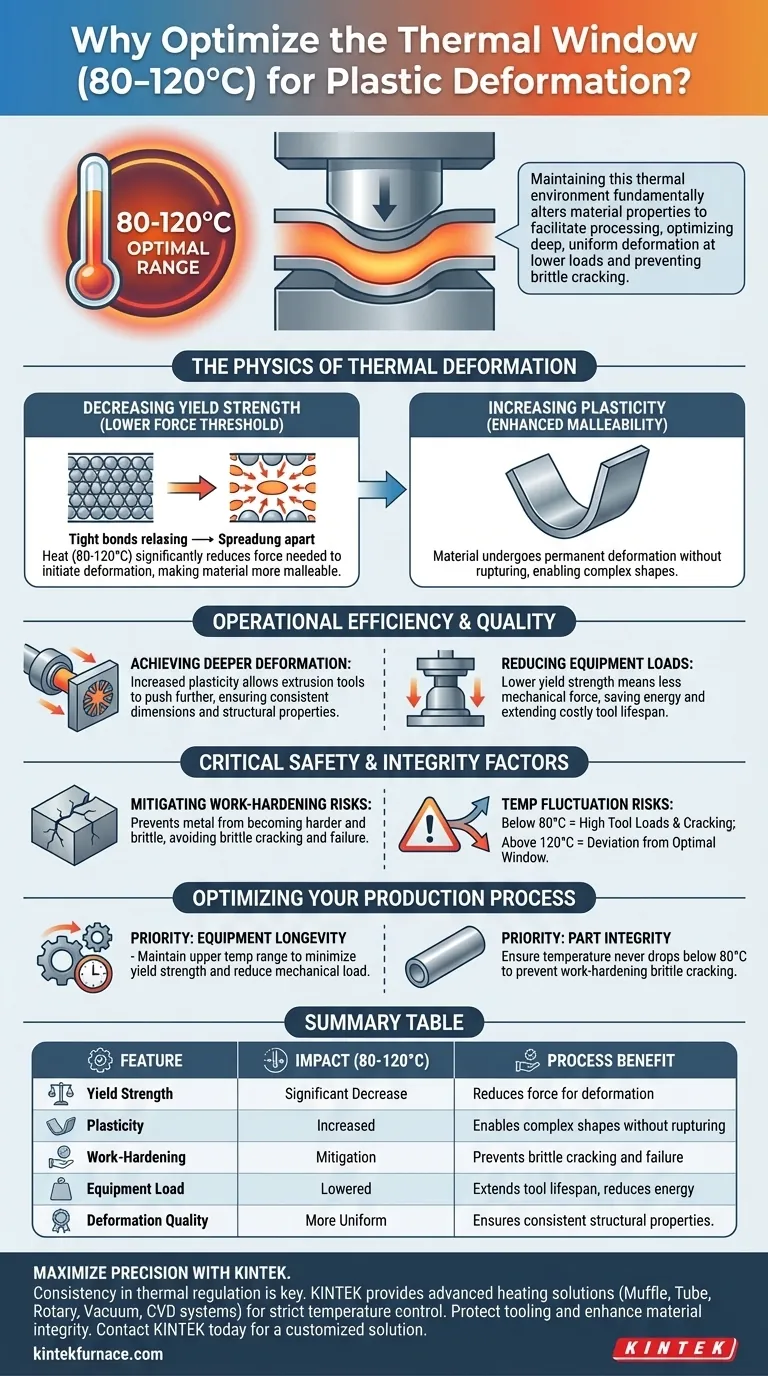
80~120℃の熱環境を維持することは、加工を容易にするために材料の物理的特性を根本的に変化させるため、塑性加工中に不可欠です。材料をこの特定の温度範囲内に保つことで、降伏強度が低下すると同時に、延性が増加します。
この範囲での正確な温度制御は、加工負荷を低減しながら、より深く均一な変形を可能にし、加工硬化に伴う脆性破壊を防止することで、製造プロセスを最適化します。
熱間加工の物理学
降伏強度の低下
常温では、金属は永久的な形状変化に大きな力が必要な場合が多いです。
環境を80~120℃に加熱すると、材料の降伏強度が低下します。これは、塑性変形を開始するために必要な力のしきい値が大幅に低下し、材料がより加工しやすくなることを意味します。
延性の増加
降伏強度が低下すると、延性(材料が破断せずに永久変形を起こす能力)が増加します。
この熱状態により、金属の内部構造がより自由に流動します。これにより、低温では不可能または危険な複雑な形状を作成できます。

運用効率と品質
より深い変形の実現
延性が向上すると、押出工具は冷間加工では不可能なほど材料を押し出すことができます。
より深く均一な塑性変形を実現できます。これにより、最終製品の寸法と構造特性が全体にわたって一貫したものになります。
装置負荷の軽減
この温度範囲では材料がより容易に降伏するため、押出工具にかかる機械的負荷が軽減されます。
この力の低減は、エネルギーを節約するだけでなく、高価な工具の摩耗を減らし、装置の寿命を延ばす可能性があります。
重要な安全性と完全性の要因
加工硬化リスクの軽減
塑性加工における一般的な落とし穴は、加工中に金属がより硬く脆くなる加工硬化です。
管理されない場合、これは脆性破壊につながり、製造中または製造後に部品が破損します。80~120℃の温度を維持することで、この効果を相殺し、材料が加工中に破損することなく延性を保つことができます。
温度変動の結果
この特定の範囲から外れるとプロセスが損なわれることに注意することが重要です。
80℃未満では、材料が硬すぎ、工具負荷が高くなり、亀裂が発生する可能性があります。120℃を超えると(参照では失敗モードとして明示的に詳述されていませんが)、強度と延性の特定のバランスに関する最適な範囲から外れることになります。
生産プロセスの最適化
一貫した品質と工具寿命を確保するには、厳格な熱管理を優先する必要があります。
- 装置寿命が主な焦点の場合:許容温度範囲の上限を維持して、降伏強度を最小限に抑え、押出工具の機械的負荷を軽減します。
- 部品の完全性が主な焦点の場合:加工硬化段階での脆性破壊を防ぐために、環境が80℃を下回らないようにします。
材料の構造的完全性を損なうことなく、深い均一な変形を実現するために、熱環境を正確に制御してください。
概要表:
| 特徴 | 80~120℃範囲の影響 | プロセスの利点 |
|---|---|---|
| 降伏強度 | 大幅な低下 | 変形に必要な力を低減 |
| 延性 | 増加 | 破断せずに複雑な形状を可能にする |
| 加工硬化 | 軽減 | 脆性破壊と材料の破損を防ぐ |
| 装置負荷 | 低下 | 工具寿命を延ばし、エネルギー使用量を削減 |
| 変形品質 | より均一 | 一貫した構造特性を保証 |
プラスチック成形加工における精度を最大化する
熱管理の一貫性は、高品質の部品と脆性破壊の違いです。KINTEKは、特定の材料の厳密な温度制御を維持するために必要な高度な加熱ソリューションを提供します。
専門的な研究開発と製造に裏打ちされたKINTEKは、マッフル、チューブ、ロータリー、真空、CVDシステムを提供しており、これらはすべて、プラスチック成形加工が最適な80~120℃の範囲内またはそれ以上で実行されることを保証するようにカスタマイズ可能です。
工具を保護し、材料の完全性を向上させる準備はできていますか? カスタマイズされた加熱ソリューションについては、今すぐKINTEKにお問い合わせください
ビジュアルガイド
参考文献
- Tamilla Khankishiyeva Tamilla Khankishiyeva, Javid Mustafayev Javid Mustafayev. INVESTIGATION OF THERMAL EFFICIENCY AND OPERATIONAL CHALLENGES IN REFINERY FURNACES. DOI: 10.36962/etm31072025-74
この記事は、以下の技術情報にも基づいています Kintek Furnace ナレッジベース .
関連製品
- 1200℃ 制御雰囲気不活性窒素雰囲気炉
- 1700℃制御不活性窒素雰囲気炉
- 研究室のための 1700℃高温マッフル炉
- 研究室のための 1800℃高温マッフル炉
- メッシュベルト制御雰囲気炉 不活性窒素雰囲気炉



















