放射加熱と制御冷却は、真空ろう付け炉が物理的特性が大きく異なる材料を正常に接合できるようにする重要なメカニズムです。放射加熱は、一貫した流れに必要な温度均一性を保証する一方で、制御冷却は、構造的破壊を防ぐために2つの金属間の収縮ギャップを厳密に管理します。
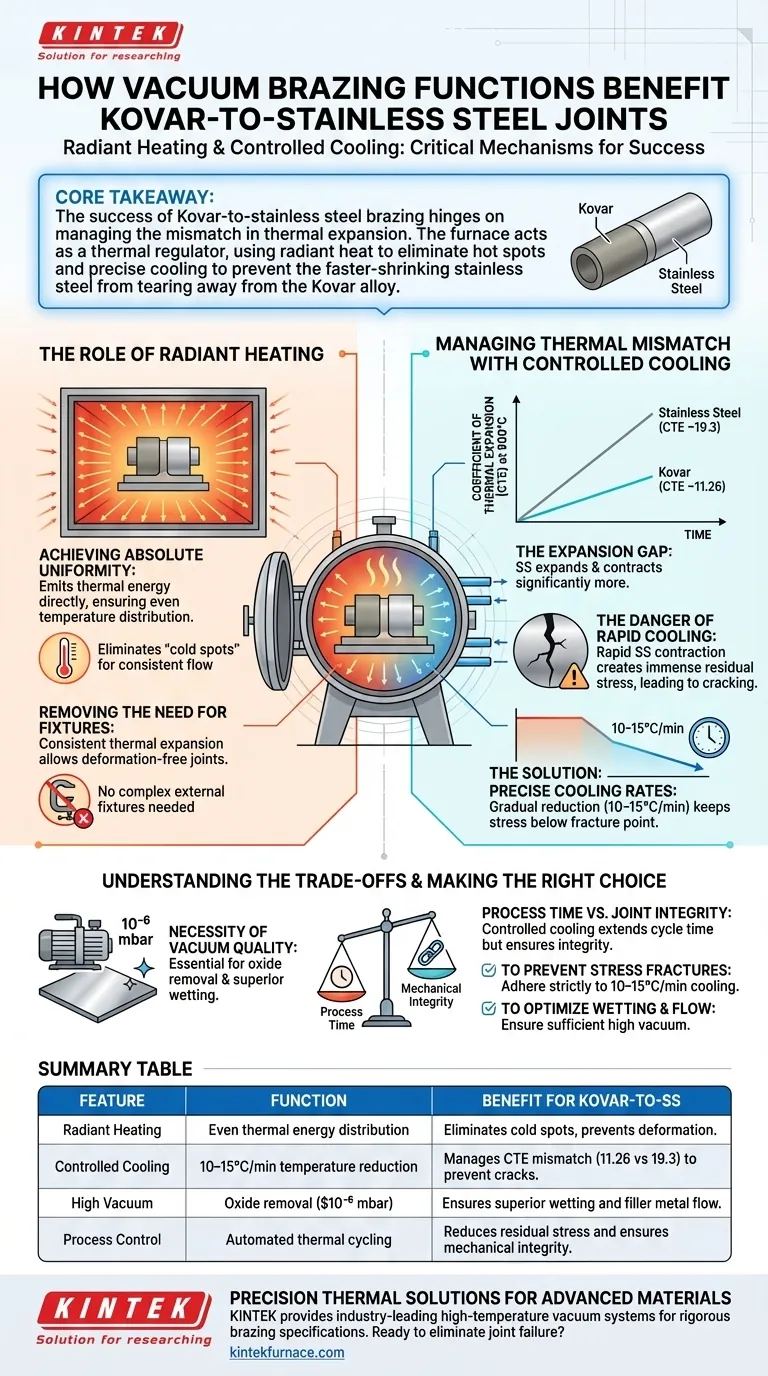
コアの要点 コバールとステンレス鋼のろう付けの成功は、熱膨張の不一致を管理することにかかっています。炉は熱レギュレーターとして機能し、放射熱を使用してホットスポットを排除し、精密な冷却を使用して、より速く収縮するステンレス鋼がコバール合金から引き裂かれるのを防ぎます。
放射加熱の役割
絶対的な均一性の達成
放射加熱は、熱エネルギーをワークロードに直接放射することによって機能し、ろう付けゾーン全体の均一な温度分布を保証します。
これにより、ろう材が適切に溶融または流動しない「コールドスポット」が排除されます。
治具の必要性の排除
熱が非常に均一に印加されるため、アセンブリは一貫した熱膨張を経験します。
この安定性により、部品を所定の位置に保持するための複雑な外部治具を必要とせずに、変形のない接合を作成できます。
制御冷却による熱不一致の管理
膨張ギャップ
これらの材料を接合する際の主な課題は、熱膨張係数(CTE)の違いです。
900°Cで、ステンレス鋼のCTEは約19.3ですが、コバールは11.26と大幅に低くなります。
これは、ステンレス鋼が熱サイクル中にコバールよりも大幅に大きく膨張および収縮することを意味します。
急速冷却の危険性
アセンブリを急速に冷却すると、ステンレス鋼は急速に収縮し、より安定したコバールに引き寄せられます。
これにより、界面に非常に大きな残留熱応力が発生し、多くの場合、即時の亀裂または最終的な接合破壊につながります。
解決策:精密な冷却速度
真空炉は、制御された冷却速度(通常、毎分10〜15℃に設定)によってこのリスクを軽減します。
この温度の段階的な低下により、材料は平衡状態で収縮し、応力レベルを破壊点以下に保つことができます。
トレードオフの理解
真空品質の必要性
熱管理は亀裂を防ぐための鍵ですが、清浄な真空環境がなければ効果がありません。
放射加熱は、酸化物除去を可能にするために高真空(例:$10^{-6}$ mbar)を必要とします。真空が悪い場合、酸化物が残り、温度プロファイルに関係なくろう材は表面を濡らしません。
プロセス時間と接合の完全性
制御冷却フェーズは、標準的なろう付けと比較してサイクル時間を大幅に延長します。
あなたは実質的に生産速度を機械的完全性のために交換しています。この規模のCTEの不一致で作業する場合、スループットを向上させるために冷却フェーズを急ぐと、ほぼ間違いなく亀裂の入った接合になります。
目標に合わせた適切な選択
コバールとステンレス鋼のろう付けで最良の結果を得るには、プロセスパラメータを特定の要件に合わせて調整してください。
- 応力亀裂の防止が最優先事項の場合:CTEの不一致(11.26対19.3)に対応するために、冷却速度10〜15℃/分を厳守してください。
- 濡れと流れが最優先事項の場合:真空レベルが酸化膜を除去するのに十分であることを確認し、放射熱が理想的な広がりを促進できるようにしてください。
このアプリケーションでの成功は、正しい温度に達するだけでなく、そこからどのように戻るかを正確に制御することにかかっています。
概要表:
| 特徴 | 機能 | コバールとステンレス鋼への利点 |
|---|---|---|
| 放射加熱 | 均一な熱エネルギー分布 | コールドスポットを排除し、部品の変形を防ぎます |
| 制御冷却 | 毎分10〜15℃の温度低下 | CTEの不一致(11.26対19.3)を管理して亀裂を防ぎます |
| 高真空 | 酸化物除去($10^{-6}$ mbar) | 優れた濡れとろう材の流れを保証します |
| プロセス制御 | 自動熱サイクル | 残留応力を低減し、機械的完全性を保証します |
高度な材料向けの精密熱ソリューション
熱膨張の不一致のある材料の接合を成功させるには、熱以上のものが必要です。絶対的な制御が必要です。KINTEKは、最も厳格なろう付け仕様に対応できるように設計された、業界をリードする高温真空システムを提供しています。
コバールとステンレス鋼を接合する場合でも、新しい材料インターフェイスを開発する場合でも、当社の実験室用および産業用炉は、必要な安定性を提供します。専門的なR&Dと世界クラスの製造に裏打ちされたKINTEKは、マッフル、チューブ、ロータリー、真空、およびCVDシステムを提供しており、すべてお客様固有の研究または生産ニーズに合わせて完全にカスタマイズ可能です。
接合破壊を排除し、熱プロセスを最適化する準備はできていますか? 今すぐエンジニアリングチームにお問い合わせください、お客様のアプリケーションに最適な炉ソリューションを見つけましょう。
ビジュアルガイド
参考文献
- The Influence of the Size of the Brazing Gap on the Structure and Strength of Kovar Joints with Stainless Steel. DOI: 10.15407/mfint.47.03.0271
この記事は、以下の技術情報にも基づいています Kintek Furnace ナレッジベース .



















