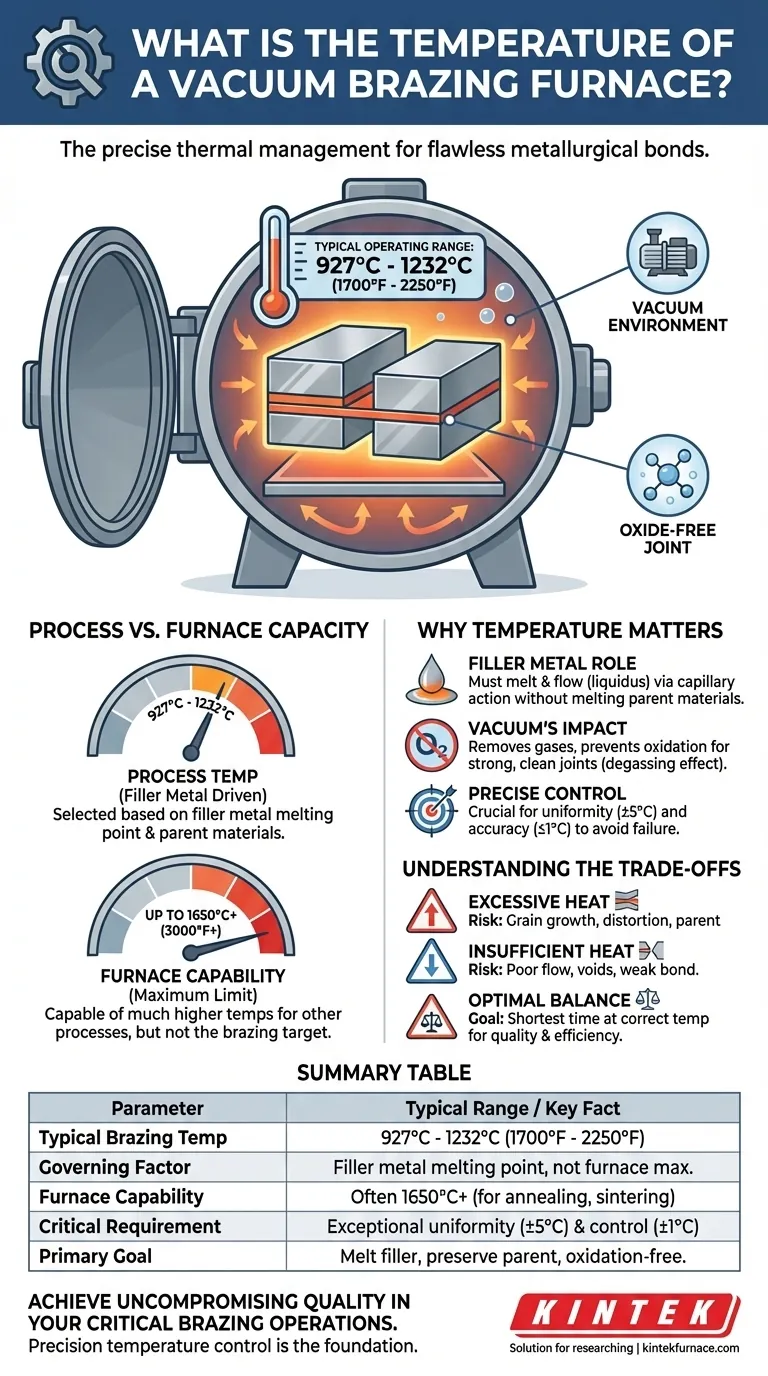
真空ろう付け炉の一般的な動作温度は、927℃から1232℃(1700°F - 2250°F)の間です。 この範囲は装置の固定された限界ではなく、接合される特定の母材と、結合を形成するために使用される溶加材の融点に基づいて慎重に選択されます。炉自体ははるかに高温に達することができますが、プロセスによって必要な正確な熱が決定されます。
真空ろう付けにおける温度は、炉の最高熱に達することではありません。それは、母材を損傷することなく特定の溶加材を溶融させるように設計された、精密に制御された変数であり、すべてが完璧で酸化物のない接合を保証する純粋な真空環境内で行われます。
温度がろう付けプロセスの核心である理由
あらゆるろう付け作業の成功は、精密な熱管理にかかっています。温度プロファイルは、特定の冶金学的結果を達成するために慎重に設計されます。
溶加材の役割
ろう付けは、異なる溶加材を使用して2つの母材を接合します。この溶加材は、接合する材料よりも低い融点を持つように設計されています。
目標は、アセンブリ全体を、溶加材の融点より高く、しかし母材の融点より安全に低い温度まで加熱することです。
この温度で、溶加材は液体になり、毛細管現象によって母材間の密着した隙間に引き込まれます。冷却すると固化し、強力で永続的な冶金学的結合を形成します。
ろう付け温度の選択
特定のろう付け温度は、選択された溶加合金の液相線温度(完全に液体になる点)よりわずかに高くなるように選択されます。
これにより、溶加材が自由に流れ、接合部の表面を完全に濡らすことが保証されます。真空ろう付けの一般的な溶加材には、ニッケル基合金、純銅、貴金属合金があり、それぞれ独自の融解特性を持っています。
真空環境の影響
このプロセスを真空中で行うことは非常に重要です。真空は酸素のような大気ガスを除去し、超純粋で酸化のない環境を作り出します。
これにより、金属表面での酸化物の形成が防止されます。酸化物があると、溶加材の流れが妨げられ、最終的な接合が弱くなります。真空はまた、脱ガス効果も持ち、金属から閉じ込められたガスを引き出し、最終的な接合の硬度と品質を向上させます。

炉の能力とプロセス温度
ろう付けプロセスに必要な温度と、炉が達成できる最高温度を区別することが不可欠です。
一般的な動作範囲
前述のとおり、鋼や超合金のような一般的な合金のほとんどの真空ろう付けは、927℃から1232℃の間で行われます。この範囲は、高強度ニッケルおよび銅基溶加材の大部分の融点をカバーしています。
炉の最高温度
最新の真空炉は、非常に高性能な装置です。その設計とシリーズによっては、1650℃(3000°F)、2000℃(3632°F)、あるいはそれ以上の温度に達することができます。
この高性能な能力は、広い操作マージンを提供し、焼鈍や焼結などの他の熱処理プロセスにも炉を使用することを可能にしますが、ほとんどのろう付けサイクルでは目標温度ではありません。
精密な制御の重要性
真空炉の真の価値は、その最高熱量だけでなく、その精度にあります。これらのシステムは、ワークロード全体にわたって優れた温度均一性(しばしば±5℃)を提供します。
さらに、高度なPIDループ制御により、設定点を極めて正確に、時には±1℃の範囲内で維持することができます。このレベルの制御は、異なる熱膨張率を持つ材料を接合する場合や、熱に敏感な合金を扱う場合には不可欠です。
トレードオフの理解
わずかな差であっても、誤った温度を選択すると、プロセスの失敗につながる可能性があります。
過剰な熱のリスク
温度が高すぎると、母材を損傷するリスクがあります。これにより、望ましくない結晶粒成長、部品の歪み、さらには部分的な溶融が発生し、これらすべてがアセンブリの構造的完全性を損ないます。
不十分な熱のリスク
温度が低すぎると、溶加材が完全に液体になりません。これにより、流れが悪くなり、接合部内に空隙や隙間が生じます。不完全な結合は弱い結合であり、ストレス下でほぼ確実に失敗します。
コストとプロセスの効率
高温サイクルはより多くのエネルギーを消費し、実行に時間がかかります。プロセスは、溶加材の流れを確保するために必要な最短時間で最適な温度を使用するように設計され、品質と効率の両方を最大化する必要があります。
プロジェクトに適した温度を決定する方法
正しい温度は、材料と希望する結果によって完全に決定されます。
- ニッケル基溶加材で一般的な鋼を接合することに重点を置く場合: 溶加合金の適切な流れを確保するために、ほとんどの場合、標準的な950℃から1150℃の範囲で操作します。
- 熱に敏感な材料や異種材料の接合に重点を置く場合: 炉の精密な温度制御と均一性が成功にとって最も重要な要素であり、その最高温度定格よりもはるかに重要です。
- 最大の接合強度と純度を確保することに重点を置く場合: 正しい温度と深い真空レベルの組み合わせは、酸化を防ぎ、結合から閉じ込められたガスを除去するために不可欠です。
最終的に、正しい温度は炉の機能ではなく、特定のろう付けプロセスの慎重に設計されたパラメータです。
要約表:
| パラメータ | 一般的な範囲 / 主要な事実 |
|---|---|
| 一般的なろう付け温度 | 927℃ - 1232℃ (1700°F - 2250°F) |
| 支配要因 | 溶加材の融点であり、炉の最大能力ではない |
| 炉の能力 | 他のプロセス(焼鈍、焼結)では1650℃以上になることも多い |
| 重要な要件 | 優れた温度均一性(±5℃)と精密な制御(±1℃) |
| 主要な目標 | 酸化のない真空中で、母材を損傷することなく溶加材を溶融させる |
重要なろう付け作業で妥協のない品質を実現
精密な温度制御は、真空ろう付けプロセスを成功させるための基盤です。KINTEKの高度な高温炉ソリューション、堅牢な真空&雰囲気炉を含む製品は、最も要求の厳しい用途に必要な卓越した熱均一性と安定性を提供するように設計されています。
卓越した研究開発と社内製造を活用し、当社は多様な研究室や生産施設に高度な熱処理ソリューションを提供しています。当社の強力な深いカスタマイズ能力により、お客様独自のろう付けサイクル要件に正確に合致する炉システムを調整し、常に完璧で高強度の接合を保証します。
ろう付けプロセスを完璧にする準備はできていますか? 今すぐ当社の専門家にお問い合わせください KINTEK真空炉がどのように結果を向上させることができるかについて話し合いましょう。
ビジュアルガイド