見えない欠陥
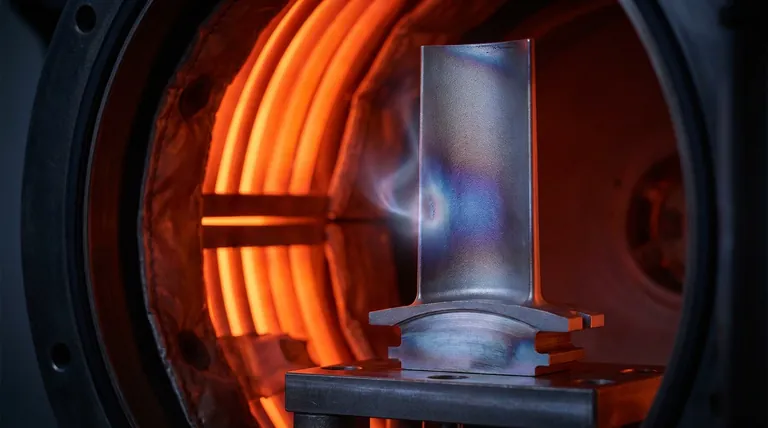
エンジニアが明るい照明の下で、新たにろう付けされた部品を検査しています。寸法は完璧で、金属組織も健全ですが、表面には本来ないはずの、かすかな青みがかった変色があります。サイクルは正しく実行され、温度は正確で、真空ポンプも完璧に動作していました。
原因は壊滅的な故障ではありませんでした。それは目に見えない侵入者、つまり大気でした。
肉眼では感知できない微細な漏れにより、わずかな空気がチャンバーに侵入しました。1000℃では、これらのわずかな酸素分子の存在だけでも部品を損なうには十分でした。これが、あらゆる高温プロセスが直面する、静かで絶え間ない戦いです。
単純な数値の魅力
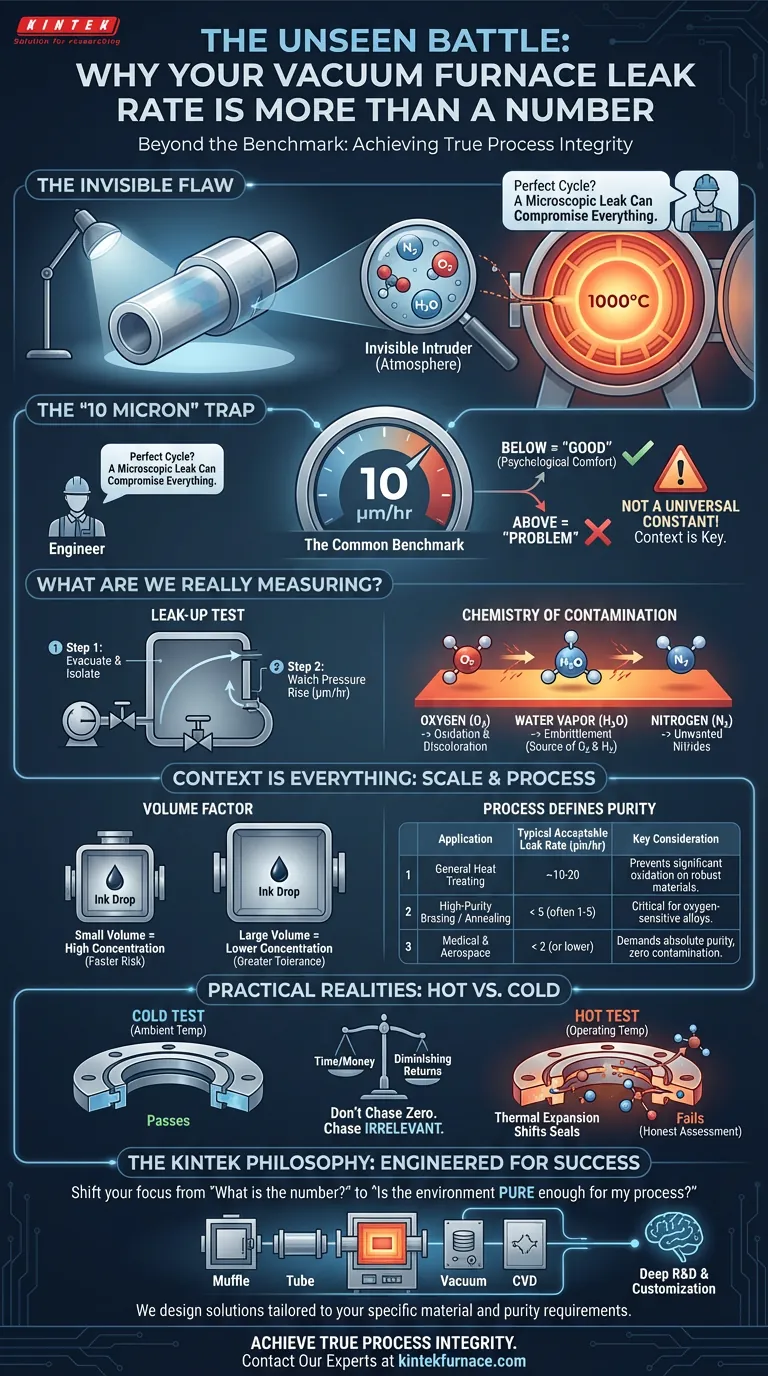
真空炉の世界で最もよく耳にする数値は毎時10ミクロンです。これは許容されるリークレートのゴールドスタンダードとして提示されています。
私たちの心は、これらの単純なベンチマークを求めています。それらは複雑なシステムにおいて、明確で測定可能な目標を提供します。リークレートが毎時10ミクロン未満であれば「良好」であり、それを超えれば問題がある、という具合です。
しかし、この心理的な安心感は落とし穴です。「良好な」リークレートは普遍的な定数ではありません。それは特定のプロセスに深く結びついた変数なのです。文脈を理解せずに単一の数値に固執することは、マラソンランナーを、走っているのか休憩しているのかを知らずに、心拍数だけで判断するようなものです。
私たちは本当に何を測定しているのか?
「リークアップ」テストを実行するとき、私たちは単に圧力変化を測定しているわけではありません。私たちは、炉が外部の世界をどれだけ取り込んでいるかを告白させているのです。
リークアップテスト:チャンバーの告白
テストの原理は単純です。チャンバーを排気し、ポンプから隔離し、圧力の上昇を監視します。毎時ミクロン(µm/hr)での結果は、チャンバーの完全性を直接測定したものです。数値が高いほど、大気に対する防御壁の亀裂が大きいことを意味します。
汚染の化学
その亀裂は、大気中のガス—主に窒素、酸素、水蒸気—を、高温のパーティーに招かれざる客として招き入れます。常温では無害ですが、炉サイクルの灼熱の熱の中では、それらは非常に反応性の高い混乱の عامل となります。
- 酸素は酸化や変色を引き起こします。
- 水蒸気は酸素と水素の強力な供給源であり、脆化を引き起こす可能性があります。
- 窒素は特定の材料の表面に望ましくない窒化物を形成する可能性があります。
医療用インプラントのろう付けやチタンの焼きなましのようなデリケートなプロセスでは、この汚染がわずかでも存在すると、完璧な金属結合とコストのかかる製品の失敗との違いを生む可能性があります。
文脈がすべて:ベンチマークを超えて
毎時10ミクロンという経験則は、文脈の重みに耐えられずに崩壊します。あるプロセスで完全に許容されることが、別のプロセスでは壊滅的になる可能性があります。
スケールが重要:体積の要因
コップ一杯の水にインクを一滴垂らすのと、プールに一滴垂らすのを想像してみてください。汚染物質の濃度は大きく異なります。
同じ原理が炉の体積にも当てはまります。毎時10ミクロンの漏れは、巨大な工業用チャンバーよりも、小さな実験室用炉の方が、汚染物質の分圧をはるかに速く上昇させます。より大きな炉は、プロセスに必要な純度を維持しながら、数値的に高いリークレートを許容できることがよくあります。
プロセスが純度を定義する
最も重要な要因は、アプリケーション自体です。プロセスの要件が、リークレートの最終的な判断基準となるべきです。
| アプリケーション | 典型的な許容リークレート(µm/hr) | 主な考慮事項 |
|---|---|---|
| 汎用熱処理 | 約10〜20 | 頑丈な材料の顕著な酸化を防ぎます。 |
| 高純度ろう付け/焼きなまし | 5未満(しばしば1〜5) | 酸素に敏感な合金や清浄な表面に不可欠です。 |
| 医療・航空宇宙部品 | 2未満(または可能な限り低く) | いかなる汚染も防ぐために絶対的な純度が要求されます。 |
単純な鋼鉄の工具を焼き入れしているのであれば、毎時15ミクロンでも問題ないかもしれません。しかし、衛星部品を製造しているのであれば、同じリークレートは故障を招くことになります。
不完全なシールの実際的な現実
完璧な真空を達成することは理論上の理想です。実際には、パフォーマンスと現実のバランスを取る必要があります。
ゼロの追求:収穫逓減点
漏れを見つけて修正するには、時間とお金がかかります。プロセスが毎時10ミクロンしか必要としないのに、毎時1ミクロンを目指すことは、製品品質の目に見える改善なしに、過剰なダウンタイムとメンテナンスコストにつながる可能性があります。目標はゼロ漏れではありません。目標は、結果に無関係なほど低いリークレートを達成することです。
ホットとコールドの欺瞞
炉は欺瞞的である可能性があります。冷間時にリークアップテストを楽々クリアしたチャンバーが、高温になると重大な漏れを発生させることがあります。熱膨張により、フランジ、シール、継手が移動し、大気が侵入する新たな経路が開きます。「ホットリークアップテスト」は、運転温度またはそれに近い温度で実行され、実際のサイクル中の炉の完全性をより正直に評価します。
数値から哲学へ
最終的な目標は、真空計の任意の数値を達成することではありません。目標は、完璧な部品を一貫して製造することです。
「私のリークレートはいくつか?」という考え方から、「私の真空環境は私のプロセスにとって十分に純粋か?」という考え方にシフトしましょう。リークレートは単なる診断ツール、プロセス整合性の追求における単一のデータポイントにすぎません。変色、脆化、その他の品質問題が発生した場合、現在のリークレートは、その数値に関係なく、高すぎます。
この哲学は、一般的な基準に合わせて製造された既製の炉以上のものを要求します。それは、特定の材料と結果を念頭に置いて設計されたシステムを必要とします。真のプロセス制御は設計によって達成され、炉の完全性はアプリケーションの感度に適合させられます。KINTEKでは、私たちの専門知識はまさにこのアプローチにあり、カスタマイズ可能なマッフル炉、チューブ炉、真空炉、CVD炉システムを、深い研究開発に裏打ちされたものとして提供しています。私たちは、あなたの仕事が要求する正確で厳格な純度要件を満たすソリューションを設計・製造しています。
大気との戦いは、普遍的な数値を追いかけることによってではなく、成功のために設計された環境を作り出すことによって勝利します。ベンチマークを超えて真のプロセス整合性を達成する準備ができているなら、専門家にお問い合わせください。
ビジュアルガイド
関連製品
- 真空ホットプレス炉機 加熱真空プレス管状炉
- 真空ホットプレス炉マシン加熱真空プレス
- 600T真空誘導ホットプレス真空熱処理焼結炉
- 2200 ℃ タングステン真空熱処理焼結炉
- 真空焼結用圧力式真空熱処理焼結炉



















