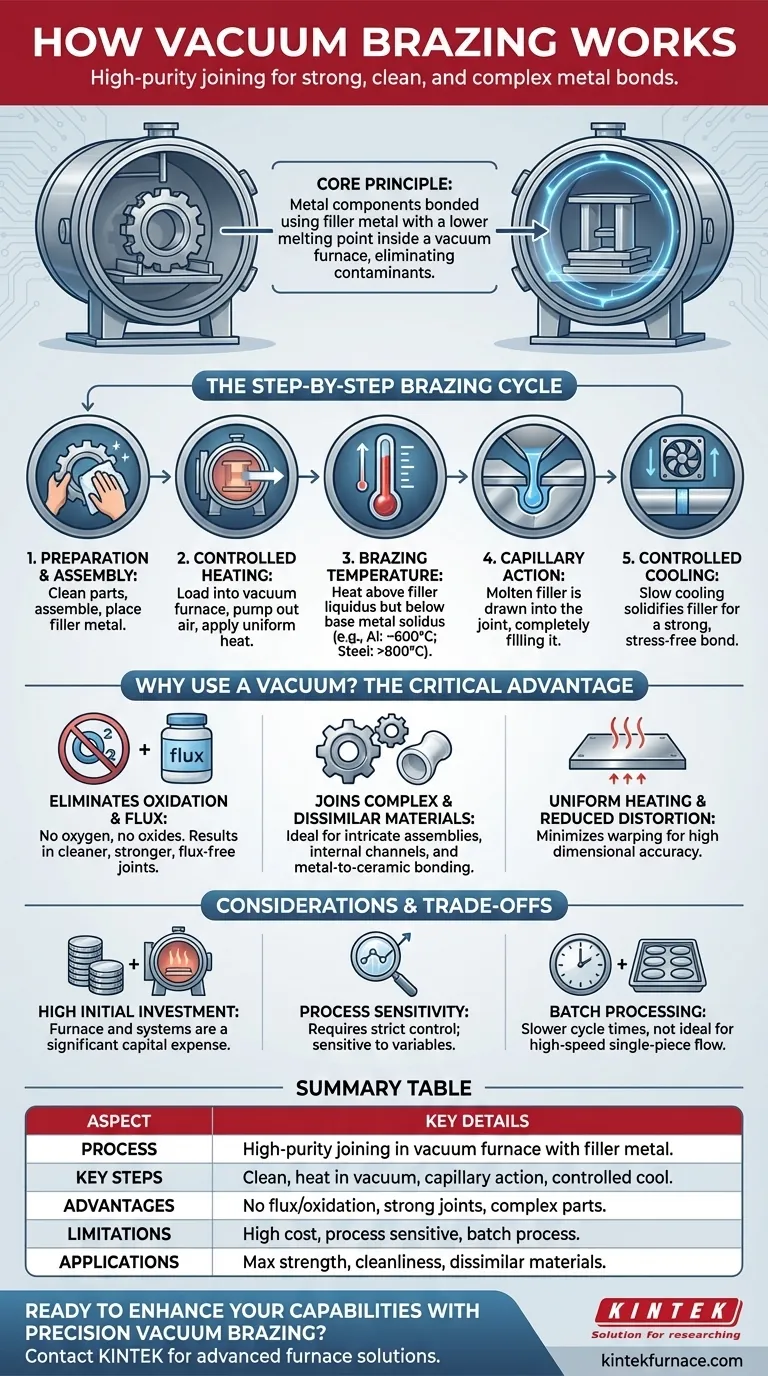
本質的に、真空ろう付けは、融点が低いフィラーメタルを使用して金属部品を接合する高純度の接合プロセスです。すべての操作は真空炉内で行われ、酸素などの大気中の汚染物質を除去し、母材自体を溶かすことなく、例外的にクリーンで強力、かつ冶金学的に健全な接合部を実現します。
重要な点は、真空ろう付けが雰囲気の不在を最大の強みとして活用していることです。酸素やその他の反応性ガスを除去することにより、このプロセスは化学フラックスの必要性をなくし、従来の手段では達成不可能であった複雑で高整合性の接合部の作成を可能にします。
ろう付けサイクルの段階的プロセス
真空ろう付けプロセスは、精密に制御された熱サイクルです。各段階が、成功し信頼性の高い接合部を実現するために重要です。
1. 徹底的な準備と組み立て
加熱が行われる前に、部品から油分、グリース、表面酸化物を取り除くために徹底的に洗浄する必要があります。
その後、部品は最終的な構成で組み立てられます。フィラーメタル(多くの場合、薄い箔またはペースト)が接合線の部分またはその近くに配置されます。
2. 制御された加熱フェーズ
組み立てられた部品は真空炉に装填されます。炉チャンバーは密閉され、強力なポンプによって空気が排出され、高真空状態が作り出されます。
その後、熱がゆっくりと制御された方法で加えられます。この均一な加熱により、熱応力が最小限に抑えられ、部品の歪みが防止されます。
3. ろう付け温度への到達:リキダスとソリダス
炉はアセンブリを特定のろう付け温度まで加熱します。この温度は、フィラーメタルのリキダス温度(完全に溶融)よりも高く、母材のソリダス温度(溶融開始)よりも低くなるように慎重に選ばれます。
温度範囲は材料によって大きく異なります。例えば、アルミニウム合金は580~620°Cでろう付けされますが、ステンレス鋼や超合金には800°Cから1150°Cを超える温度が必要です。
4. 毛細管現象:接合の原動力
フィラーメタルが溶けると、毛細管現象と呼ばれる強力な物理現象が作用します。溶融したフィラーは、接合する表面間の狭い隙間に引き込まれ、接合部を完全に満たします。
ペーパータオルが繊維に水を吸い上げる様子を想像してください。のと同じ原理で、溶融金属が接合部に引き込まれ、完全な被覆が保証されます。
5. 接合整合性のための制御された冷却
フィラーが完全に流れるようにろう付け温度で短時間「保持」した後、アセンブリはゆっくりと制御された方法で冷却されます。
このゆっくりとした冷却により、フィラーメタルが固化し、強力な冶金学的結合が形成されます。また、部品の強度と寸法安定性を損なう残留応力の発生を防ぎます。

なぜ真空を使用するのか?決定的な利点
真空の使用は偶発的なものではなく、プロセスに独自の機能を提供する決定的な特徴です。
フラックスなしで酸化を除去する
通常の雰囲気下では、金属を加熱すると酸化物層が形成され、フィラーメタルが適切に接合するのを妨げるバリアとして機能します。従来のろう付けでは、この酸化物を溶解するために化学フラックスが使用されます。
真空炉は単に酸素を除去することで、酸化物がそもそも形成されるのを防ぎます。これにより、フラックス残留による腐食のリスクがなく、よりクリーンで強力な接合部が得られます。
複雑な材料や異種材料の接合
真空ろう付けのフラックスフリーでクリーンな環境は、金属とセラミックの接合など、化学的に敏感な材料や異種材料を接合するのに理想的です。
また、フラックス残留物を洗浄することが不可能な内部チャネルを持つ非常に複雑なアセンブリのろう付けも可能になります。
均一な加熱と歪みの低減
炉はアセンブリ全体に極めて均一な加熱を提供します。これにより温度勾配が最小限に抑えられ、部品の反りや歪みの主な原因が排除され、高い寸法精度が保証されます。
トレードオフと考慮事項の理解
真空ろう付けは強力ですが、万能の解決策ではありません。その限界を理解することが、効果的に使用するための鍵となります。
高い初期投資
真空炉と関連する高純度ポンピングシステムは、かなりの設備投資となります。これにより、他の多くの接合方法よりも初期費用が高くなります。
プロセスの感度
最終的な接合部の品質は、プロセスの変数に非常に敏感です。不適切な洗浄、部品の嵌合不良、または不適切な熱プロファイルは、部品の故障に容易につながる可能性があります。成功には厳格なプロセス管理が不可欠です。
バッチ処理の制限
真空ろう付けはバッチプロセスです。装填、真空引き、熱サイクルの実行、冷却には数時間かかる場合があります。高速な単一部品のフロー生産には適していません。
用途に応じた適切な選択
真空ろう付けがプロジェクトに適しているかどうかを判断するために、これらのガイドラインを使用してください。
- 主な焦点が最高の接合強度と清浄度である場合: 真空ろう付けは優れており、母材に近い強度を持つ酸化物なし、フラックスなしの接合部を作成します。
- 主な焦点が複雑な形状や異種材料の接合である場合: このプロセスは、複雑なアセンブリや金属とセラミックの接合に非常に適しています。
- 主な焦点がコスト重視の、単純な部品の大量生産である場合: トーチろう付けや溶接と比較して、性能上の利点がコスト増とサイクル時間の遅延を正当化するかどうかを慎重に評価する必要があります。
これらの基本原則を理解することで、この高度な技術がエンジニアリング上の課題に対する最適な解決策となる場合を自信を持って判断できます。
概要表:
| 側面 | 主な詳細 |
|---|---|
| プロセス | フィラーメタルを母材の融点以下で使用する真空炉内での高純度接合 |
| 主要ステップ | 1. 洗浄と組み立て 2. 真空中での制御された加熱 3. ろう付け温度(フィラーリキダス以上) 4. 毛細管現象による接合部の充填 5. 制御された冷却 |
| 利点 | 酸化やフラックスがない、強力な接合部、複雑な形状や異種材料に適している |
| 制限 | 高い初期コスト、プロセスの感度、バッチ処理は大量生産には最適ではない |
| 用途 | 最高の強度、清浄度、金属とセラミックまたは複雑な部品の接合に最適 |
精密真空ろう付けで研究室の能力を高める準備はできましたか? KINTEKでは、卓越したR&Dと社内製造を活用し、お客様のニーズに合わせて調整された高度な高温炉ソリューションを提供しています。当社の製品ラインには、マッフル炉、チューブ炉、回転炉、真空・雰囲気炉、CVD/PECVDシステムが含まれ、すべて独自の実験要件を満たすための強力な深いカスタマイズによって裏付けられています。複雑なアセンブリや異種材料に取り組んでいるかどうかにかかわらず、当社の専門知識によりフラックスなしでクリーンで強力な接合部が保証されます。今すぐお問い合わせいただき、信頼性の高い高性能機器でお客様のプロジェクトをどのようにサポートできるかをご相談ください!
ビジュアルガイド