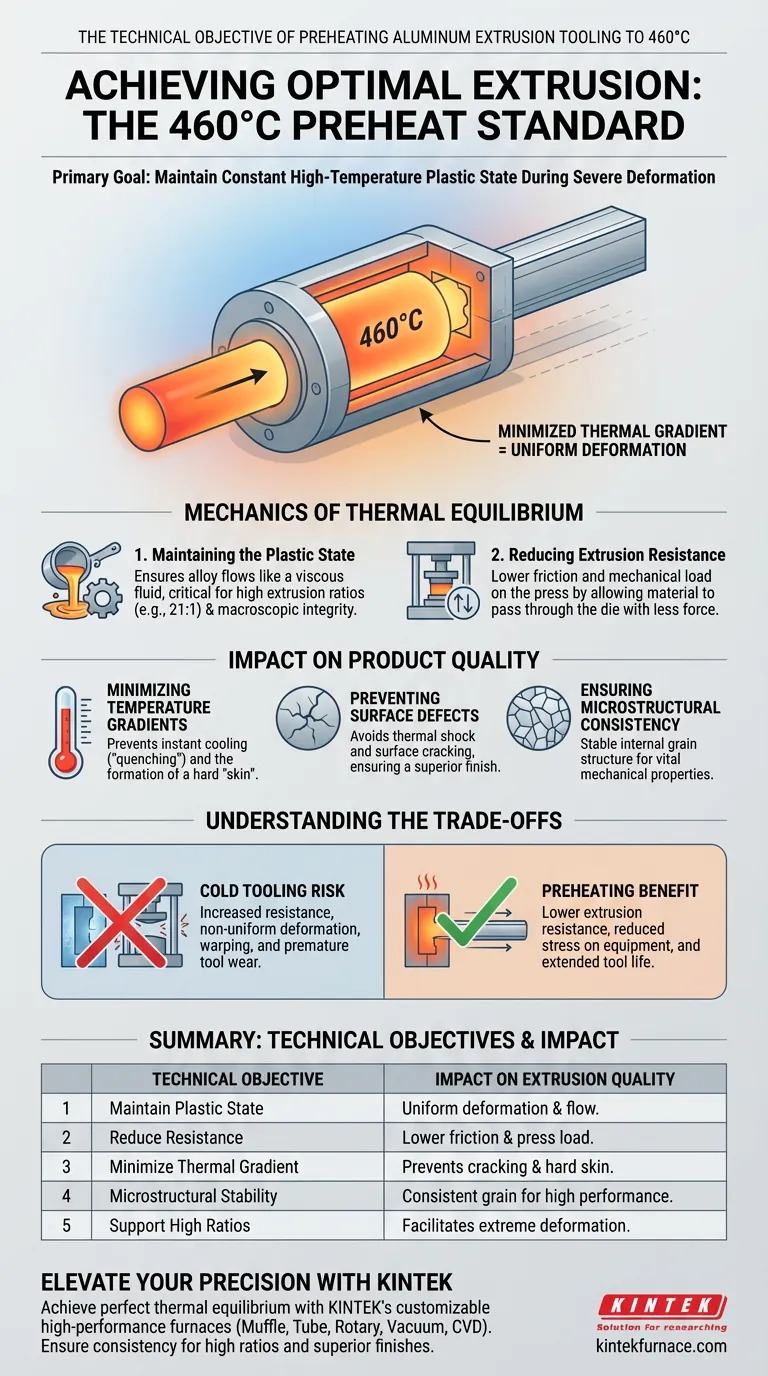
主な技術的目標は、厳密な変形中にアルミニウム合金を一定の高温可塑状態に厳密に維持することです。工具の温度と材料の温度を平衡させることで、界面での温度勾配を最小限に抑えます。これにより、押出抵抗が直接減少し、不均一な変形や表面の亀裂につながる内部応力が解消されます。
予熱は、材料構造を損なうことなく、21:1のような高い押出比を達成するために不可欠です。これにより、押出棒は巨視的な完全性と微細構造の一貫性の両方を維持できます。
熱平衡のメカニズム
可塑状態の維持
アルミニウム合金を成功裏に押出すためには、粘性流体のように流れる必要があります。シリンダーと金型を予熱することで、プロセス全体で合金が高温可塑状態を維持することが保証されます。
押出抵抗の低減
工具がビレットと同じくらい熱い場合、金属の流れに対する摩擦と抵抗が大幅に低下します。これにより、材料はより少ない力でダイを通過でき、押出機の機械的負荷が軽減されます。
製品品質への影響
温度勾配の最小化
熱いアルミニウムが冷たい金型に触れると、金属の外層は瞬時に冷却(焼入れ)され、硬い「スキン」が形成される一方、コアは柔らかいままです。460℃への予熱は、この劇的な温度差を防ぎます。
表面欠陥の防止
大きな温度差は、しばしば表面の亀裂につながります。温度勾配を最小限に抑えることで、材料は均一に変形し、押出棒の仕上げを損なう表面の裂け目を防ぎます。
微細構造の一貫性の確保
目に見える表面を超えて、金属の内部結晶構造は安定した温度に依存します。均一な加熱により、コアから表面まで微細構造が一貫して維持され、最終部品の機械的特性にとって不可欠です。
トレードオフの理解
コールドツーリングのリスク
目標温度である460℃に達しない場合、表面仕上げが悪くなるだけでなく、プロセス自体の完全性が危険にさらされます。
機械的応力と摩耗
熱い金属を冷たい工具に無理に押し込もうとすると、押出抵抗が増加します。これにより、より高い圧力が必要になるだけでなく、不均一な変形が発生し、部品が反ったり、工具が早期に摩耗したりする可能性があります。
目標に合わせた適切な選択
アルミニウム押出プロセスの品質を最大化するには、予熱段階の制御は交渉の余地がありません。
- 表面仕上げが最優先事項の場合: 金型温度が合金温度と正確に一致するようにして、表面の亀裂を引き起こす熱衝撃を防ぎます。
- 構造的完全性が最優先事項の場合: 460℃の目標を維持して、特に21:1のような高い押出比を目標とする場合に、均一な微細構造進化を保証します。
- 機器の寿命が最優先事項の場合: 予熱を優先して押出抵抗を低減し、シリンダーとダイの両方にかかる応力を低減します。
温度の一貫性は、欠陥のあるコンポーネントと高性能構造要素を区別する決定的な要因です。
要約表:
| 技術目標 | 押出品質への影響 |
|---|---|
| 可塑状態の維持 | 合金が粘性流体のように流れることを保証し、均一な変形を実現します。 |
| 抵抗の低減 | 押出機の摩擦と機械的負荷を低減します。 |
| 温度勾配の最小化 | 表面の亀裂や硬い「スキン」の形成を防ぎます。 |
| 微細構造の安定性 | 高性能な機械的特性のために、内部結晶の一貫性を保証します。 |
| 高比率のサポート | 材料の破損なしに、極端な変形(例: 21:1)を容易にします。 |
KINTEKで金属加工の精度を向上させる
アルミニウム押出における完璧な熱平衡を達成するには、信頼性の高い高性能加熱ソリューションが必要です。専門的な研究開発と製造に裏打ちされたKINTEKは、マッフル炉、管状炉、ロータリー炉、真空炉、CVD炉を含む幅広いシステムを提供しており、すべてお客様固有の高温ニーズに合わせて完全にカスタマイズ可能です。高押出比や優れた表面仕上げを目指す場合でも、当社の技術は材料が必要とする一貫性を提供します。
今すぐKINTEKにお問い合わせください、当社の専門的な実験室用および産業用炉が、お客様の生産を最適化し、構造的完全性を確保する方法をご覧ください。
ビジュアルガイド
参考文献
- Influence of Aging Temperature on the Electrochemical Corrosion Behavior of an Age-Hardening 7xxx Aluminum Alloy. DOI: 10.3390/cryst15020107
この記事は、以下の技術情報にも基づいています Kintek Furnace ナレッジベース .



















