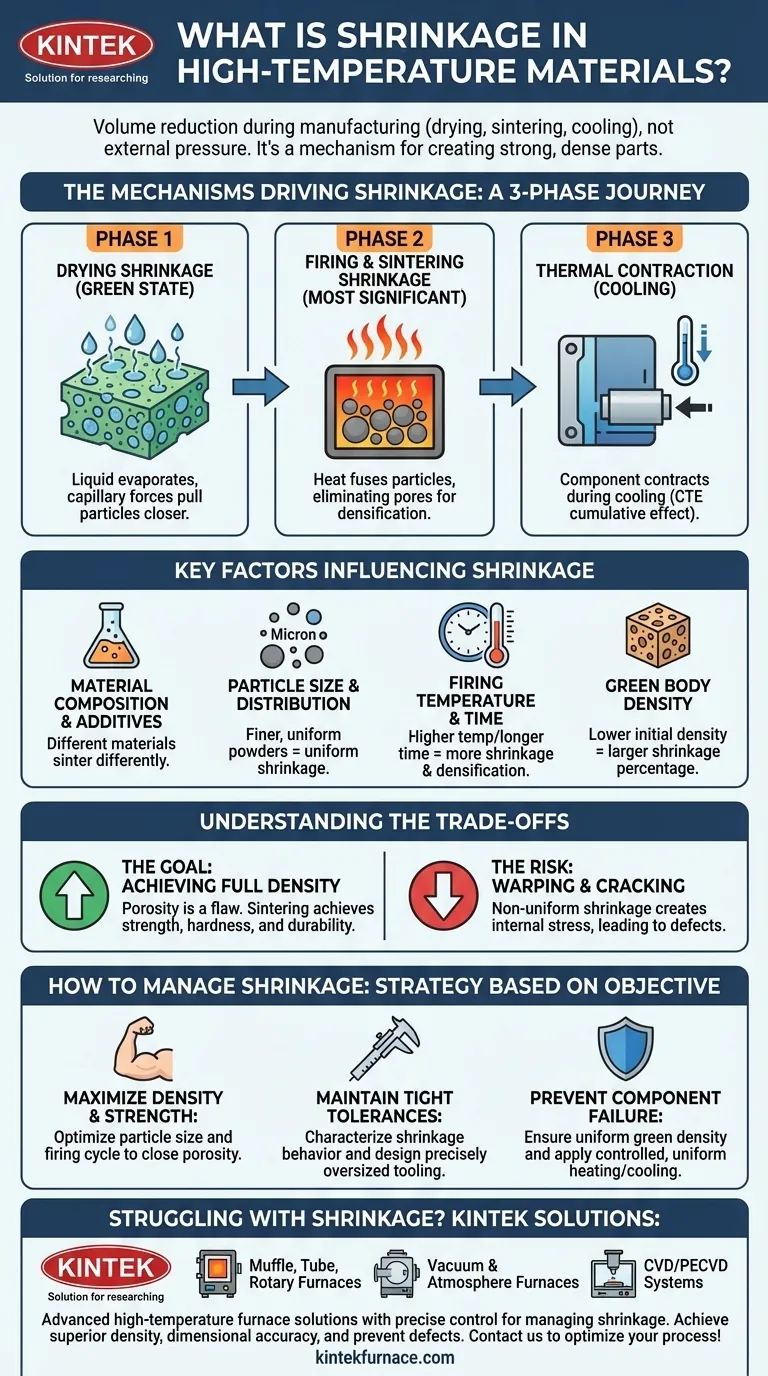
高温材料科学において、収縮とは、製造中に部品の体積が減少することです。この寸法変化は外部圧力によって引き起こされるのではなく、乾燥、焼成または焼結の激しい熱、およびその後の冷却といったプロセスに内在する結果です。
中心的な課題は収縮を排除することではなく、それを予測し制御することです。多くの先端材料にとって、収縮こそが強靭で高密度な最終部品を生み出すメカニズムであり、寸法の正確性を保証し、破壊を防ぐために正確に管理されなければならない重要な設計パラメータとなります。
収縮を駆動するメカニズム
材料が収縮する理由を理解するには、製造プロセスのしばしば連続する3つの異なるフェーズを見る必要があります。各フェーズが総寸法変化に寄与します。
フェーズ 1: 乾燥収縮
高温焼成の前、部品はしばしば「グリーン(未焼成)」状態で、これは主要材料の粉末と様々な結合剤や液体が混合された状態を意味します。この部品が乾燥するにつれて、液体が蒸発します。
蒸発する液体からの毛細管力により、固体粒子同士が引き寄せられ、部品の収縮を引き起こします。この初期収縮は、セラミックの泥漿鋳造や粉末射出成形などのプロセスで最も顕著です。
フェーズ 2: 焼成と焼結収縮
これは、セラミックや金属粉末などの高温材料にとって最も重要なフェーズです。焼結とは、材料の融点未満の温度で熱を用いて粒子を融合させるプロセスです。
焼結中、原子は粒子の境界を越えて拡散し、それらが結合して成長することを引き起こします。このプロセスにより、粒子間の空隙(ポア)が排除され、部品の総体積が劇的かつ永続的に減少します。これにより、多孔質な粉末成形体が緻密で強靭な固体へと変換されるのです。
フェーズ 3: 熱収縮(冷却)
焼成中に最高温度に達した後、すでに緻密化された部品は室温まで冷却される必要があります。ほとんどの材料と同様に、冷却に伴って収縮します。
この変化は、材料の熱膨張係数(CTE)によって支配されます。焼結収縮とは別個のものですが、最終寸法に考慮しなければならない累積的な効果です。

収縮に影響を与える主要因子
収縮の正確な量は固定値ではなく、材料自体とプロセス条件の両方に非常に敏感です。
材料組成
異なる材料は本質的に異なる方法で焼結し、収縮します。収縮を促進または抑制し、最終密度を制御するのを助けるために、添加剤が粉末に混合されることがあります。
粒子サイズと分布
より微細で均一なサイズの粉末は、グリーン状態でより効率的に充填される傾向があります。これにより、排除すべき空隙のばらつきが少なくなるため、焼成中の収縮がより均一で予測可能になります。
焼成温度と時間
より高い焼結温度と、その温度でのより長い時間は、原子拡散の速度を増加させます。これにより、空隙のより完全な排除がもたらされ、より大きな緻密化、ひいてはより大きな収縮につながります。
グリーン体の密度
未焼成部品の初期密度は極めて重要です。グリーン密度が低い部品は、高い体積の空隙を持っています。この高い多孔性を排除すると、焼成前にすでに高密度に詰め込まれていた部品と比較して、はるかに大きな割合の収縮が生じます。
トレードオフの理解
収縮は諸刃の剣です。それは強靭な材料を作成するために必要なツールであると同時に、製造欠陥の主な原因でもあります。
目標:完全密度(Full Density)の達成
高性能用途では、空隙は亀裂が発生しうる応力集中点であるため、多孔性は致命的な欠陥となります。焼結収縮は、材料の強度、硬度、耐久性と直接相関するほぼ完全な密度を達成するための望ましいメカニズムです。
リスク:反り(Warping)と亀裂(Cracking)
危険性は不均一な収縮に潜んでいます。部品の一部分がより速く加熱されたり、異なるグリーン密度を持っていたりすると、周囲とは異なる速度で収縮します。この差動収縮は、部品の反り、歪み、さらにはプロセス中の亀裂を引き起こす可能性のある巨大な内部応力を生じさせます。
課題:予測可能性
究極のエンジニアリング課題は、収縮を均一で予測可能にすることです。製造業者は、材料の収縮率を特性評価するために広範なテストを実施します。その後、最終目標寸法を達成するために予想される収縮量を正確に見越して、初期の金型や工具を意図的に過剰サイズに設計します。
プロセスにおける収縮の管理方法
収縮の制御は、高温材料処理の成功に不可欠です。あなたの戦略は、あなたの主要な目的に依存します。
- 最大の密度と強度を達成することが主な焦点である場合: 収縮をツールとして受け入れ、材料の粒子サイズと焼成サイクルを最適化して、可能な限り多くの空隙を閉じる必要があります。
- 厳密な寸法公差の維持が主な焦点である場合: 材料の収縮挙動を綿密に特性評価し、予想される体積損失を補償するために、正確に過剰サイズの工具を設計する必要があります。
- 部品の破壊を防ぐことが主な焦点である場合: 均一なグリーン体密度を確保し、差動収縮(内部応力と亀裂につながる)を防ぐために、制御された均一な加熱および冷却プロファイルを適用する必要があります。
収縮を避けられない欠陥としてではなく、予測可能なエンジニアリングパラメータとして扱うことにより、最終部品の品質と性能に対する制御力を得ることができます。
要約表:
| 側面 | 説明 |
|---|---|
| 定義 | 乾燥、焼結、冷却による製造中の体積減少(外部圧力によるものではない)。 |
| 主要メカニズム | 乾燥収縮、焼成/焼結収縮、熱収縮。 |
| 影響因子 | 材料組成、粒子サイズ、焼成温度/時間、グリーン体の密度。 |
| トレードオフ | 密度と強度を達成するが、不均一な場合は反り/亀裂のリスクがある。 |
| 管理戦略 | 寸法精度のために材料とプロセスの最適化を通じて収縮を予測し制御する。 |
高温プロセスでの収縮にお困りですか? KINTEKは、材料科学研究所向けに調整された高度な高温炉ソリューションを専門としています。当社のマッフル炉、チューブ炉、回転炉、真空・雰囲気炉、CVD/PECVDシステムは、深いカスタマイズ機能と相まって、正確な温度制御と均一な加熱を提供し、収縮を効果的に管理します。優れた密度、寸法の正確性を達成し、部品の欠陥を防ぎます。当社の製造プロセスを最適化する方法について話し合うために、今すぐお問い合わせください!
ビジュアルガイド
関連製品
- アルミナ管付き1400℃高温実験用チューブ炉
- 1700℃ 高温実験室用アルミナ管状炉
- 研究室のための 1800℃高温マッフル炉
- KF用超高真空観察窓ステンレスフランジサファイアガラスサイトグラス
- 2200 ℃ タングステン真空熱処理焼結炉



















