信頼性の高い炉ろう付け接合を確実にするには、選択された材料、炉内雰囲気、加熱速度、最高ろう付け温度、全プロセス時間という5つの相互に関連する要因を正確に制御する必要があります。成功は、これらの変数が相互作用し、フィラーメタルが適切に流れ、強固な冶金結合を形成するためのクリーンな環境を作り出す方法を管理することにかかっています。
完璧なろう付けの達成は、単一の変数を孤立して最適化することではありません。それは、材料、雰囲気、熱プロファイルといったシステム全体を調和させて機能するように調整することなのです。
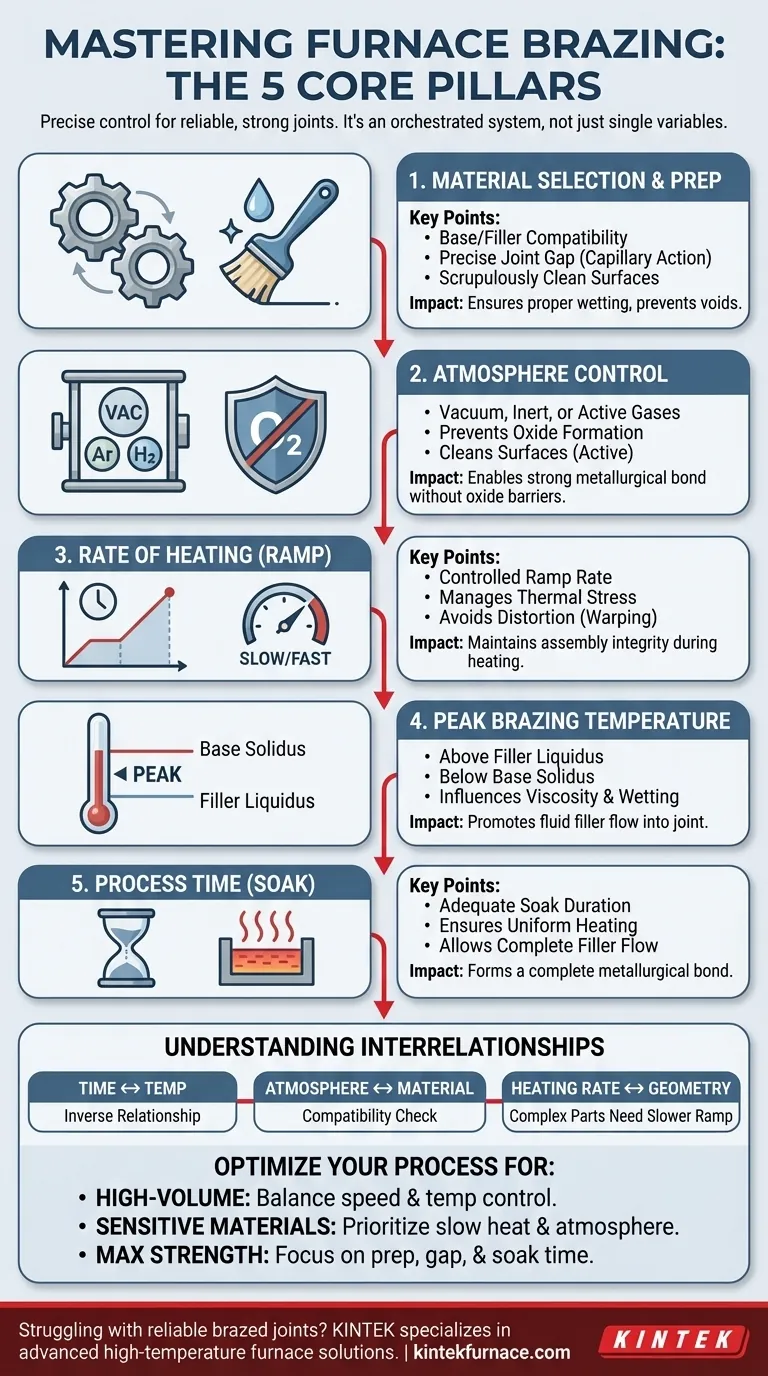
炉ろう付けの五つの柱
信頼性の高いろう付けプロセスは、これら5つの核となる要素の慎重な管理の上に成り立っています。それぞれが接合部の最終的な品質において、明確で決定的な役割を果たします。
材料の選定と準備
プロセスは、部品が炉に入るずっと前に始まります。母材と**ろう材(フィラーメタル)**との適合性が求められます。
適切な**接合部の設計**も同様に重要です。部品間のギャップは、フィラーメタルが**毛細管現象**によって引き込まれるように正確に設計されなければなりませんが、完全に充填されないほど大きすぎてはいけません。
最後に、すべての部品は徹底的に清浄でなければなりません。油、グリース、または重度の酸化物などの汚染物質は、フィラーメタルが母材表面に濡れ広がるのを妨げ、ボイド(空隙)や接合不良を引き起こします。
雰囲気の制御
炉内雰囲気は、最も重要なプロセス制御の一つです。その主な役割は、母材とフィラーメタルが加熱される際に**酸化物の形成を防ぐ**ことです。
材料ごとに異なる雰囲気が使用されます。**真空**はチタンのような反応性金属に優れています。**不活性ガス雰囲気**(アルゴンなど)は保護的であり、一方、**活性雰囲気**(水素混合物など)は表面酸化物を化学的に還元し、サイクル中に部品を効果的に清浄化できます。
適切な雰囲気制御がないと、酸化物がバリアとして働き、フィラーメタルが流れ、母材に結合するのを妨げます。
加熱速度
アセンブリが加熱される速度、すなわち**ランプ速度**は、熱応力を管理するために制御されなければなりません。
速すぎる加熱は、薄い部分が厚い部分よりもはるかに速く加熱される原因となり、アセンブリの**熱歪み**や反りを引き起こす可能性があります。
逆に、ランプ速度が遅すぎると非効率的になり、ろう付け温度に達する前に母材に望ましくない冶金変化が生じる可能性があります。
最高ろう付け温度
最高温度とは、ろう付けを実行するためにアセンブリが保持される特定の温度です。この温度は、フィラーメタルを完全に溶解させるのに十分な高さ(**液相線温度**より上)である必要がありますが、母材の融点(**固相線温度**)よりは安全に低い必要があります。
温度はフィラーメタルの粘度と母材への濡れ広がり能力に直接影響します。適切に選択された最高温度は、フィラーが毛細管現象によって接合部に流動することを保証します。
プロセス時間
プロセス時間、または**保持時間(ソーク時間)**は、アセンブリが最高ろう付け温度に保持される期間を指します。
この時間は、最も厚い部分を含むアセンブリ全体が均一な温度に達するのに十分な長さでなければなりません。また、フィラーメタルが接合部全体に完全に流れ、適切な冶金結合を形成するための十分な時間を与えます。

相互関係の理解
ろう付けの五つの柱は孤立して存在するわけではなく、深く相互に関連しています。一つの変数を変更すると、他の変数での調整が必要になります。
時間と温度の関係
時間と温度には逆の関係があります。最高温度がわずかに高いと、フィラーメタルがより流動的になるため、プロセス時間を短縮できる可能性があります。しかし、これは熱に敏感な母材の歪みや損傷のリスクを高めます。
雰囲気と材料の適合性
雰囲気の選択は、接合される材料によって決まります。例えば、ステンレス鋼のろう付けでは、形成される頑丈なクロム酸化物を還元するために、乾燥水素雰囲気がしばしば必要になります。材料に対して間違った雰囲気を使用すると、接合不良が確実に起こります。
加熱速度と部品の形状
互いに異なる厚さを持つ複雑なアセンブリは、より遅く、より慎重な加熱速度を要求します。これにより、部品全体が均一に最高温度に到達し、熱応力の問題を防ぎ、フィラーメタルが温度的に遅れがちな領域にも流れ込むことを保証します。ろう付けプロセスの最適化
理想的なプロセスパラメータは、特定の目標に完全に依存します。これらの原則を意思決定の指針として使用してください。
- 主な焦点が高容量生産である場合: スループットを犠牲にすることなく品質を保証するために、より速い加熱速度とより短いプロセス時間を、正確な温度制御とバランスさせます。
- 主な焦点が異種材料や敏感な材料の接合である場合: 熱応力を管理し、望ましくない反応を防ぐために、より遅い加熱速度と綿密な雰囲気制御を優先します。
- 主な焦点が最大の接合強度と完全性である場合: 完璧な材料準備、正確な接合ギャップ制御、および十分な時間保持による完全なフィラーフローの検証に集中します。
これらの基本的な変数がどのように相互作用するかを習得することが、炉ろう付けを芸術から信頼性が高く再現性のある科学へと変える鍵となります。
要約表:
| 要因 | 主要な制御ポイント | 接合品質への影響 |
|---|---|---|
| 材料の選定 | 母材/フィラーメタルの適合性、接合ギャップ、清浄度 | 適切な濡れと毛細管現象を保証し、ボイドを防ぐ |
| 雰囲気の制御 | 真空、不活性ガス、または活性ガスの使用 | 酸化物形成を防ぎ、強固な冶金結合を可能にする |
| 加熱速度 | 熱応力を管理するための制御されたランプ | アセンブリの歪みや反りを低減する |
| 最高温度 | フィラーの液相線より上、母材の固相線より下 | フィラーの流動性と接合部の完全充填を促進する |
| プロセス時間 | 均一な加熱と結合のための十分な保持時間 | フィラーメタルの完全な流れと結合形成を可能にする |
実験室で信頼できるろう付け接合の実現に苦労していませんか? KINTEKは、精密ろう付け向けに調整された高度な高温炉ソリューションを専門としています。卓越した研究開発と社内製造により、マッフル炉、チューブ炉、回転炉、真空・雰囲気炉、CVD/PECVDシステムなどの製品を提供しています。当社の深いカスタマイズ能力により、お客様の炉が独自の実験ニーズを満たし、接合品質とプロセス効率を向上させることができます。当社のソリューションがろう付けプロセスを最適化し、優れた結果をもたらす方法について、今すぐお問い合わせください!
ビジュアルガイド