歯科用ジルコニアの焼結プロセスの主要なステップには、特殊な炉内での多段階の高度に制御された加熱・冷却サイクルが含まれます。ミリングされたジルコニア修復物を炉に入れた後、温度は徐々に特定のピーク(通常1350-1550°C)まで上昇させられ、完全な緻密化を可能にするためにその温度で「保持」期間維持され、その後、熱衝撃や亀裂を防ぐためにゆっくりと冷却されます。これにより、柔らかくチョークのような予備焼結材料が、硬く緻密で審美的な最終的なセラミック修復物へと変化します。
焼結は単なる加熱プロセスではなく、正確な材料変革です。成功した結果を達成するには、ジルコニア材料に特有の厳密な時間-温度プロトコルに従うことが重要であり、この制御が最終的な修復物の強度、透明度、および寿命を決定します。

焼結の目的:チョークからセラミックへ
ジルコニアを用いたデジタル歯科ワークフローの究極の目標は、丈夫で本物そっくりの修復物を作成することです。これは、焼結という重要なステップなしには達成できません。
なぜジルコニアは「柔らかい」状態でミリングされるのか
ジルコニア修復物は、最初に予備焼結された、または「グリーン状態」のブロックからミリングされます。この状態では、材料は柔らかく、多孔質で、チョークのような質感です。
この柔らかさは意図的なものです。これにより、歯科用CAD/CAMミリングユニットは、機械やミリングバーへのストレスを最小限に抑えながら、クラウンやブリッジを成形でき、高い精度と複雑な細部を実現します。
変革プロセス
焼結は、この柔らかく多孔質の形状を緻密で非多孔性のセラミックに変える熱処理プロセスです。
サイクル中、個々のジルコニア粒子が融合し、それらの間の空隙がなくなります。これにより、修復物は予測可能な量(通常20-25%)だけ収縮しますが、これは初期の設計ソフトウェアで考慮されています。このプロセスにより、材料の密度、曲げ強度、破壊靭性が劇的に向上します。
焼結サイクルの段階的な分解
炉や材料は異なりますが、従来の焼結サイクルの基本的な段階は一貫しています。この制御されたプロセスから逸脱することが、亀裂や不十分な審美性などの失敗の主な原因です。
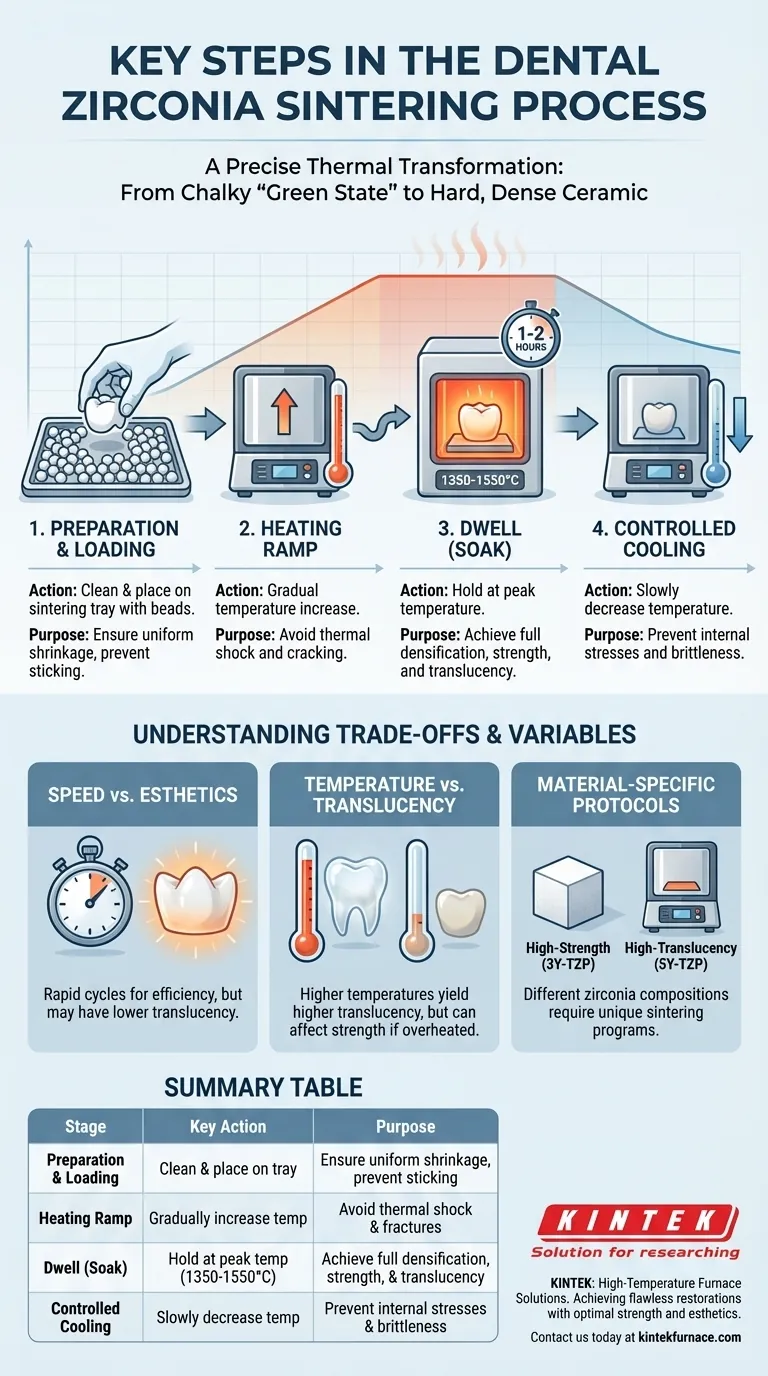
ステージ1:準備と装填
サイクルを開始する前に、ミリングされた修復物は、柔らかいブラシでほこりや破片をすべて注意深く清掃する必要があります。その後、均一な収縮を可能にし、トレイへの固着を防ぐために、ジルコニアビーズなどと一緒に焼結トレイに置かれます。
ステージ2:加熱ランプ
炉はすぐにピーク温度に達するわけではありません。代わりに、緩やかな加熱ランプに従います。このゆっくりとした温度上昇は、完全な密度に達する前に材料に亀裂を引き起こす可能性のある熱衝撃を防ぐために非常に重要です。
ステージ3:保持(またはソーク)
炉が目標温度(例:1530°C)に達すると、その温度を特定の期間、保持時間として維持します。この段階は、多くの場合1〜2時間続き、緻密化の大部分が発生する時期です。粒子が融合し、修復物は最終的な強度と透明度を獲得します。
ステージ4:制御された冷却
加熱ランプと同様に、制御された冷却段階も重要です。炉は管理された速度でゆっくりと温度を下げます。炉を早すぎる段階で開いたり、修復物を急激に冷却したりすると、内部応力が発生し、脆くなり、亀裂に対して非常に脆弱になります。
トレードオフと変数の理解
「完璧な」焼結サイクルは、すべてに適合するわけではありません。時間、温度、修復物の望ましい最終特性という3つの重要な要素のバランスをとる必要があります。
速度 vs. 審美性
多くの最新の炉は、従来のサイクルの一部で完了できる「スピード」または「高速」焼結サイクルを提供しています。これはラボの効率には優れていますが、これらの急速なサイクルは、従来のより遅い焼成と比較して、透明度が低くなることがあります。
温度 vs. 透明度
焼結のピーク温度は、最終的な審美性に直接影響します。一般的に、高温になるほど透明度が高くなります。ただし、材料を過熱すると、結晶粒が大きくなり、曲げ強度がわずかに低下する可能性があります。このため、特定のジルコニアの種類に対してメーカーが推奨する検証済み温度に従うことは不可欠です。
材料固有のプロトコル
異なる種類のジルコニア(例:臼歯用の高強度3Y-TZPと前歯用の高透明度5Y-TZP)は、異なる化学組成を持ち、独自の焼結プロトコルを必要とします。ある種類のジルコニア用に設計されたプログラムを別の種類のジルコニアに使用すると、品質が低下したり、失敗したりする修復物が生じます。
目標に応じた適切な選択
焼結プロトコルを選択するには、プログラムを症例の臨床的およびビジネス的ニーズに合わせる必要があります。
- 最大の強度を重視する場合: 従来の(より遅い)焼結サイクルを使用し、その高強度材料についてメーカーが推奨する温度に従ってください。
- 前歯の高度な審美性を重視する場合: 高透明度のジルコニアを選択し、その光学特性を最適化するために設計された特定の焼結プログラムを使用してください。これには、より高いピーク温度が含まれる場合があります。
- 単一ユニットの迅速なターンアラウンドを重視する場合: 検証済みの高速焼結サイクルは実行可能な選択肢ですが、お使いの炉とジルコニア材料がこのプロセスに特化して承認されていることを確認してください。
最終的に、焼結プロセスを習得することは、シンプルなミリング形状を耐久性があり美しい修復物へと確実に変えるための正確な制御を行うことです。
要約表:
| 段階 | 主な操作 | 目的 |
|---|---|---|
| 準備と装填 | 修復物を清掃し、トレイに置く | 均一な収縮を確保し、固着を防ぐ |
| 加熱ランプ | 徐々に温度を上昇させる | 熱衝撃や亀裂を防ぐ |
| 保持(ソーク) | ピーク温度(1350-1550°C)で保持する | 完全な緻密化、強度、透明度を達成する |
| 制御された冷却 | ゆっくりと温度を下げる | 内部応力や脆化を防ぐ |
歯科ラボの精度と効率を向上させる準備はできていますか?KINTEKは、歯科用ジルコニア焼結に特化した高温炉ソリューションを提供しています。当社のマッフル炉、管状炉、回転炉、真空炉および雰囲気炉、CVD/PECVDシステムは、高度なカスタマイズに裏打ちされており、最適な強度と審美性を備えた完璧な修復物を実現します。今すぐお問い合わせいただき、当社の先進技術がお客様の独自のニーズをどのように満たせるかについてご相談ください!
ビジュアルガイド
関連製品
- セラミック修復用トランスフォーマー付きチェアサイド歯科用磁器ジルコニア焼結炉
- 歯科磁器ジルコニア焼結セラミック真空プレス炉
- 歯科技工所向け真空歯科用磁器焼結炉
- スパークプラズマ焼結SPS炉
- ラボ用高温マッフル炉 脱バインダーおよび予備焼結用















