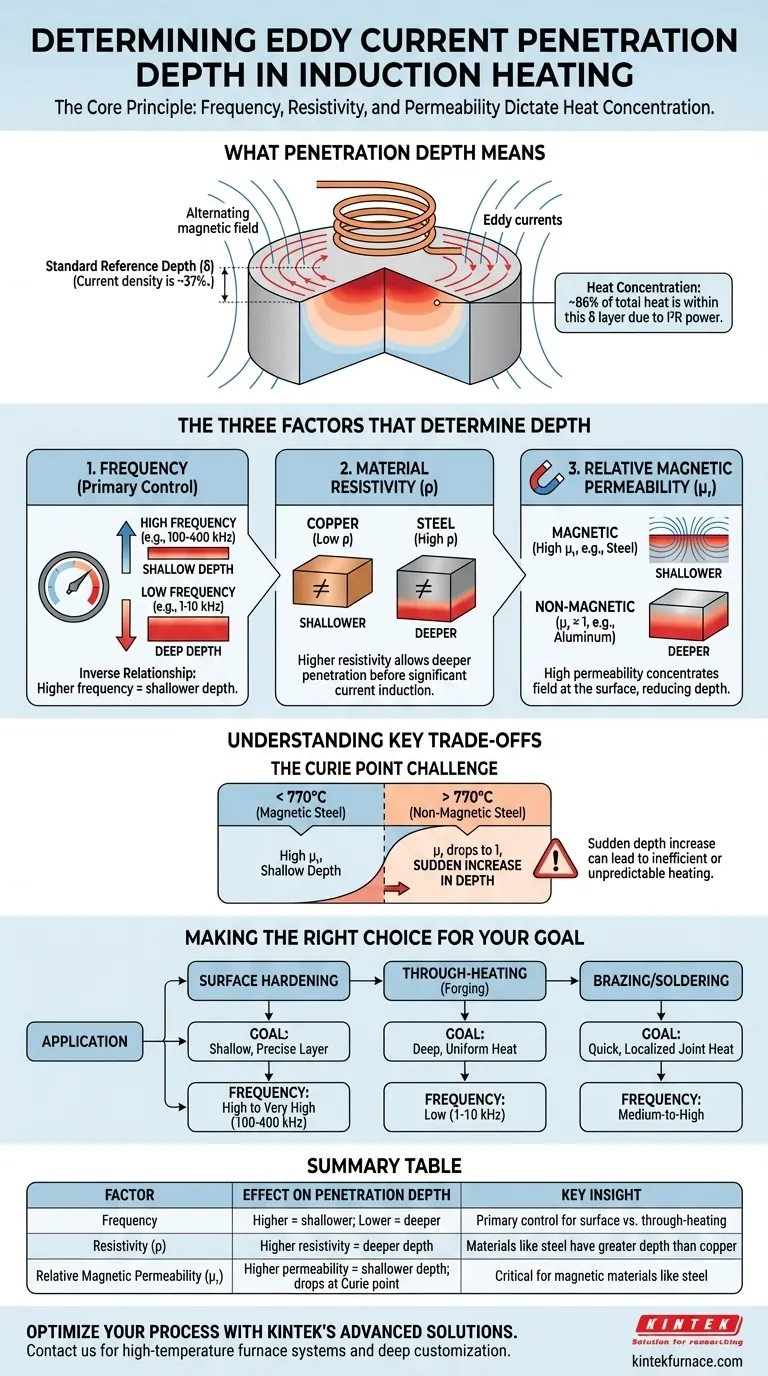
基本的に、誘導加熱における渦電流の侵入深さは、交流磁場の周波数、加熱される材料の電気抵抗率、および材料の比透磁率という3つの主要な要因によって決定されます。これらの変数が、誘導電流がワークピースの表面下をどれだけ深く貫入するかを決定します。例えば、周波数が高いほど、加熱深度は浅くなります。
把握すべき中心的な原則は、「侵入深さ」は明確な境界ではなく、指数関数的な減衰であるということです。誘導加熱における真の制御は、特定のプロセスで必要な場所に熱エネルギーの大部分を集中させるために、周波数を操作する方法を理解することから生まれます。
「侵入深さ」の実際の意味
この用語は文字通りに受け取ると誤解を招く可能性があります。これを単なる物理的な深さではなく、濃度の領域として理解することが重要です。
スキン効果の作用
誘導加熱では、コイルからの交流磁場がワークピースの表面に主に渦電流を誘導します。この現象はスキン効果として知られています。
これらの電流の密度は表面で最も高くなり、材料の深部に向かうにつれて指数関数的に減衰します。
標準基準深さ(δ)
技術者は、侵入深さ(しばしばギリシャ文字のデルタ、δで示されます)を、渦電流密度が表面での値の約37%に低下する深さとして定義します。
これは標準的な工学および物理学の定義であり、計算と比較のための一貫した尺度を提供します。
熱が集中する場所
実用的な加熱の観点から最も重要な事実は、渦電流によって生成される全熱量の約86%が、この単一の基準深さ(δ)の層内に集中しているということです。
これは、加熱電力は電流の二乗(I²R)に比例するためです。したがって、電力は電流密度そのものよりも表面近くに遥かに集中します。

深さを決定する3つの要因
以下の3つの変数を理解し操作することで、加熱プロファイルを制御できます。
1. 周波数(主要な制御)
周波数は、侵入深さを制御するための最も強力で一般的なツールです。関係は単純で逆です。
- 高周波数 = 浅い侵入深さ
- 低周波数 = 深い侵入深さ
そのため、表面硬化などのプロセスでは、薄い外層のみを加熱するために非常に高い周波数(100 kHz~400 kHz以上)が使用され、鍛造のための全体加熱などの用途では、ワークピース全体を均一に加熱するために低い周波数(1 kHz~10 kHz)が使用されます。
2. 材料の抵抗率(ρ)
抵抗率は、材料が電気電流の流れに抵抗する固有の性質です。抵抗率が高いほど、有意な渦電流を誘導する前に磁場がより深く浸透できるようになります。
したがって、他のすべての条件が同じであれば、抵抗率が高い材料は深い侵入深さを持ちます。例えば、鋼は銅よりも抵抗率が高いため、同じ周波数では鋼の方が銅よりも侵入深さが大きくなります。
3. 比透磁率(μr)
透磁率は、材料が磁場を支持する能力の尺度です。この要因は劇的な影響を与えますが、主に炭素鋼、鉄、ニッケルなどの磁性材料に適用されます。
高い透磁率は、磁場を表面に集中させることにより、侵入深さを大幅に減少させます。アルミニウム、銅、オーステナイト系ステンレス鋼などの非磁性材料の透磁率は1です。
主要なトレードオフの理解
深さの制御はバランスを取る作業であり、これらの原則を誤解するとプロセスの失敗につながる可能性があります。
キュリー点の問題
鋼などの磁性材料の場合、透磁率は一定ではありません。特定の温度、つまりキュリー点(鋼の場合は約770°C / 1420°F)を超えて加熱されると、材料は非磁性になります。
この時点で、比透磁率は高い値(数百に達する場合がある)から1に急激に低下します。これにより、侵入深さが突然かつ劇的に増加し、電源が適応できない場合、非効率な加熱や予測不能な結果につながる可能性があります。
不適切な深さの選択
周波数と望ましい結果の不一致は重大な結果をもたらします。
- 表面硬化の場合: 低すぎる周波数を使用すると、加熱深さが深くなりすぎます。これにより、部品の芯部が軟化し、機械的特性が損なわれ、エネルギーが無駄になります。
- 全体加熱の場合: 高すぎる周波数を使用すると、表面が過熱する一方で芯部は冷たいままになり、熱応力、亀裂、または不完全なプロセスにつながります。
目的に合わせた適切な選択
アプリケーションが理想的な侵入深さを決定し、したがって選択すべき周波数を決定します。
- 表面硬化または浸炭硬化が主な焦点の場合: 高周波数から超高周波数(例:100~400 kHz)を使用して、延性のある芯部を維持しながら、浅く正確で硬い外層を作成します。
- 鍛造や成形のための全体加熱が主な焦点の場合: 低周波数(例:1~10 kHz)を使用して、熱がワークピースの質量全体に深く均一に浸透するようにします。
- ろう付けまたははんだ付けが主な焦点の場合: 中高周波数を使用して、隣接する敏感なコンポーネントへの過度の熱拡散なしに接合部を迅速に加熱します。
- キュリー点を超えて磁性鋼を加熱する場合: プロセス中に侵入深さが変化する際の負荷の急激な変化に対応できるようにシステムが設計されていることを確認してください。
誘導加熱を習得することは、エネルギーをどこに集中させるかを意図的に制御することによって達成されます。
要約表:
| 要因 | 侵入深さへの影響 | 重要な洞察 |
|---|---|---|
| 周波数 | 周波数が高いほど深さは浅くなり、周波数が低いほど深さは深くなる | 表面加熱と全体加熱の主要な制御 |
| 抵抗率(ρ) | 抵抗率が高いほど深さは深くなる | 鋼などの材料は銅よりも深い深さを持つ |
| 比透磁率(μr) | 透磁率が高いほど深さは浅くなる。キュリー点で低下する | 鋼などの磁性材料にとって重要 |
KINTEKの高度なソリューションで誘導加熱プロセスを最適化しましょう!卓越した研究開発と社内製造を活用し、マッフル炉、管状炉、回転炉、真空・雰囲気炉、CVD/PECVDシステムなどの高温炉システムを備えた多様な研究所を提供します。強力なカスタムメイド機能により、お客様固有の実験ニーズに正確に適合し、効率と結果を向上させます。熱処理の目標達成をどのようにサポートできるかについて、今すぐお問い合わせください!
ビジュアルガイド
関連製品
- 600T真空誘導ホットプレス真空熱処理焼結炉
- 真空誘導溶解炉とアーク溶解炉
- 熱分解の植物の暖房のための電気回転式炉の連続的な働く小さい回転式炉キルン
- セラミックファイバーライナー付き真空熱処理炉
- 化学的気相成長装置のための多加熱帯 CVD の管状炉機械





