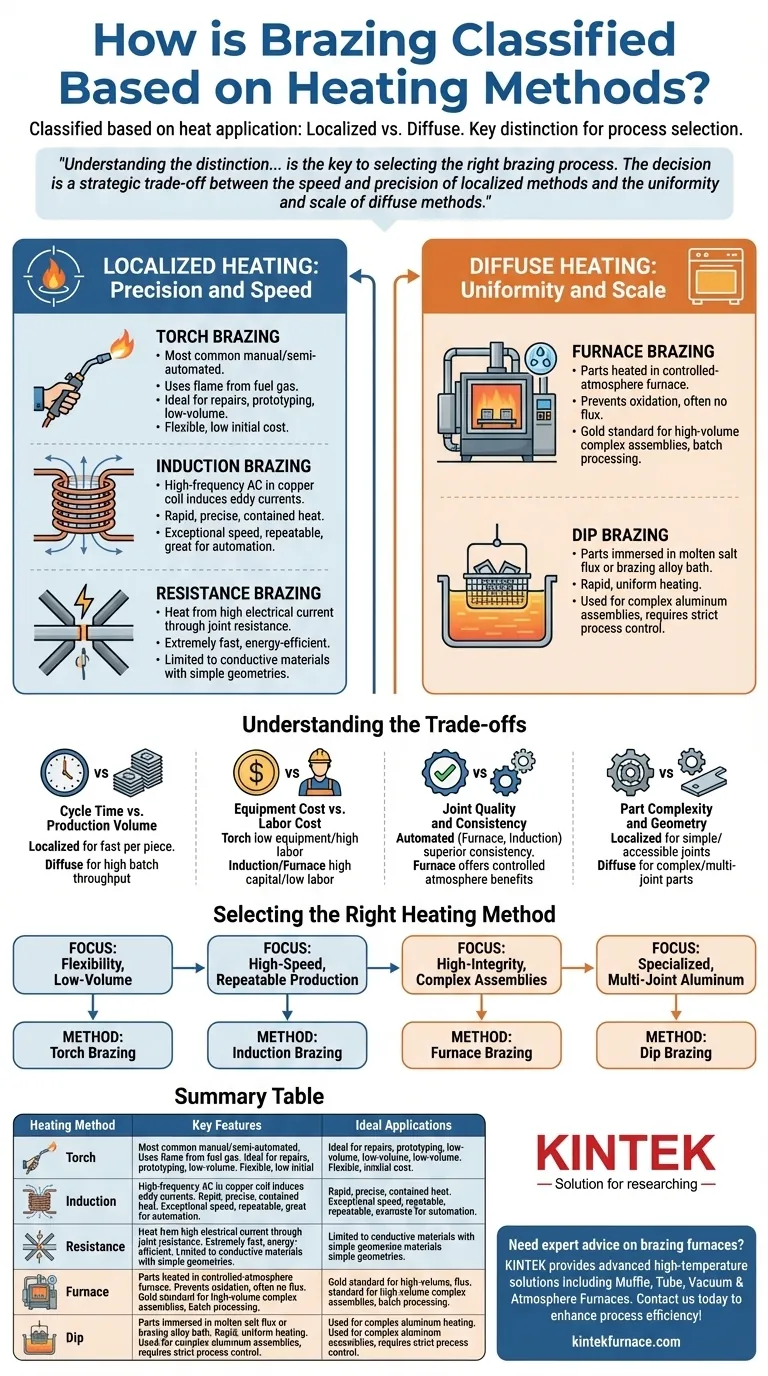
ろう付けプロセスは、熱がアセンブリに適用される方法に基づいて分類されます。主要な2つのカテゴリーは、エネルギーを接合領域のみに集中させる局所加熱と、部品全体またはアセンブリ全体をろう付け温度まで上昇させる拡散加熱です。集中的なアプローチと全体的なアプローチの間のこの根本的な選択は、生産速度や設備費用から、接合部の最終的な品質と完全性に至るまですべてを決定します。
局所加熱と拡散加熱の区別を理解することが、適切なろう付けプロセスを選択するための鍵となります。この決定は、局所的な方法の速度と精度と、拡散的な方法の均一性と規模との間の戦略的なトレードオフです。
局所加熱:精度と速度
局所加熱方法は、熱を迅速に特定の領域に集中させる必要がある用途に最適です。これにより、周囲のアセンブリへの熱損傷を防ぎ、個々の部品の処理を迅速に行うことができます。
トーチろう付け
トーチろう付けは、燃料ガス(アセチレンやプロパンなど)と酸素または空気の混合物による炎を使用する、最も一般的な手動または半自動化された方法です。非常に多用途であり、比較的低い初期投資で済みます。
トーチろう付けの主な利点は、修理、プロトタイピング、少量生産に対する柔軟性です。しかし、その品質はオペレーターのスキルに大きく依存し、加熱の不均一性や局所的な過熱のリスクがあります。
誘導ろう付け
この方法は、カスタム設計された銅コイルに高周波交流電流を流すことで行われます。コイルは部品内に渦電流を誘導し、接合線上に正確に迅速かつ局所化された熱を発生させます。
誘導ろう付けは、その優れた速度と再現性から、大量生産で高く評価されています。セットアップが完了すると、最小限のオペレーターの介入で極めて一貫した結果を生み出すため、自動化に最適です。
抵抗ろう付け
抵抗ろう付けは、部品の自然な抵抗を利用して熱エネルギーを発生させるために、接合領域に高電流を流すことによって熱を発生させます。部品は通常、2つの電極の間に保持されます。
このプロセスは非常に高速でエネルギー効率が高いですが、導電性の材料で、比較的単純な重ね合わせ接合形状のものに限られます。

拡散加熱:均一性と規模
拡散加熱方法は、熱応力を避けるためにアセンブリ全体を均一に加熱する必要がある場合や、局所的な方法ではアクセスできない多数または複雑な接合部を持つ部品に使用されます。
炉ろう付け
炉ろう付けでは、部品を事前に組み立て、接合部にフィラーメタルを配置した後、制御雰囲気の炉内で加熱します。保護雰囲気(窒素、水素、または真空など)は酸化を防ぎ、フラックス(はんだ付け剤)の必要性を排除することがよくあります。
この方法は、多数の接合部を同時にろう付けできるため、複雑なアセンブリの大量生産のゴールドスタンダードです。これにより、最高品質の、クリーンで、強靭で、応力が除去された部品が得られます。
浸漬ろう付け
浸漬ろう付けは、事前に組み立てられた部品を溶融塩フラックスの浴槽、またはあまり一般的ではありませんが、溶融ろう付け合金自体の浴槽に浸漬することを含みます。浴槽は迅速で均一な加熱を提供し、アセンブリ全体をフラックス処理します。
この技術は、熱交換器のような複雑なアルミニウムアセンブリで主に使用され、一度に多くの複雑で届きにくい接合部を接合できます。腐食性のフラックスを管理し、部品の清浄度を確保するために厳格なプロセス制御が必要です。
トレードオフの理解:局所的対拡散的
これら2つのプロセスのファミリーから選択することは、速度、コスト、品質、部品の複雑さという競合する優先順位のバランスを取ることを伴います。
サイクルタイム対生産量
誘導などの局所的な方法は、個々の部品あたりのサイクルタイムが最も速いです。しかし、炉ろう付けのような拡散的な方法は、単一の炉サイクルで数千個の部品を処理できるため、大規模なバッチでは全体的なスループットが高くなります。
設備費用対人件費
トーチろう付けは初期設備費用が低いですが、人件費が高く、熟練したオペレーターへの依存度が高いです。対照的に、誘導ろう付けや炉ろう付けは多額の資本投資を必要としますが、人件費が低く、自動化の可能性が高いです。
接合品質と一貫性
自動化された拡散的および局所的な方法(炉、誘導)は、手動のトーチろう付けと比較して、優れた一貫性と再現性を提供します。炉ろう付けは、酸化を防ぎ、フラックスなしでよりクリーンで強力な接合部をもたらす制御雰囲気という大きな利点を追加します。
部品の複雑さと形状
局所的な方法は、より大きなアセンブリ上の単純でアクセス可能な接合部に最適です。拡散的な方法は、多数の接合部、複雑な内部形状、またはコンポーネント全体の熱歪みを最小限に抑える必要がある場合にのみ実行可能なオプションです。
アプリケーションに適した加熱方法の選択
あなたの選択は、特定のプロジェクトの目標と製造環境によって導かれるべきです。
- 柔軟性と少量生産に重点を置く場合:トーチろう付けは、修理やプロトタイプに対して比類のない汎用性と低セットアップコストを提供します。
- 高速で再現性のある生産に重点を置く場合:誘導ろう付けは、自動化された製造ラインに対して優れた速度と一貫性をもたらします。
- 高信頼性で複雑なアセンブリに重点を置く場合:炉ろう付けは、バッチ生産に対して最高品質の応力のない結果を提供します。
- 特殊な多接合アルミニウム部品に重点を置く場合:浸漬ろう付けは、完全で均一な接合形成のための業界標準の方法です。
加熱方法を部品の要求と生産規模に合わせることにより、信頼性が高く、効率的で、費用対効果の高い接合プロセスを保証できます。
要約表:
| 加熱方法 | 主な特徴 | 理想的なアプリケーション |
|---|---|---|
| トーチろう付け | 手動、柔軟、低設備費用 | 修理、プロトタイピング、少量生産 |
| 誘導ろう付け | 自動化、高速、精密、再現性あり | 大量生産、自動化 |
| 抵抗ろう付け | 高速、エネルギー効率、導電性材料に限定 | 単純な重ね合わせ接合形状 |
| 炉ろう付け | 均一加熱、制御雰囲気、高品質な接合部 | 複雑なアセンブリ、大量バッチ生産 |
| 浸漬ろう付け | 浸漬加熱、均一、フラックスベース | アルミニウムアセンブリ、多数の複雑な接合部 |
ラボに最適なろう付け炉を選択するための専門家のアドバイスが必要ですか? KINTEKは、マッフル炉、チューブ炉、ロータリー炉、真空炉および雰囲気炉、CVD/PECVDシステムを含む先進的な高温炉ソリューションを提供するために、卓越したR&Dと社内製造を活用しています。強力な深いカスタマイズ能力により、ろう付けやそれ以外の分野での独自の実験要件に正確に対応します。今すぐお問い合わせして、プロセス効率と接合品質を向上させましょう!
ビジュアルガイド