本質的に、誘導加熱システムの動作周波数は単一の値ではなく、通常、商用周波数(50/60 Hz)から数百キロヘルツ(kHz)までの広いスペクトルにわたります。特定の周波数は、材料、部品のサイズ、そして最も重要なこととして、目的の熱浸透深度に基づいて選択されます。
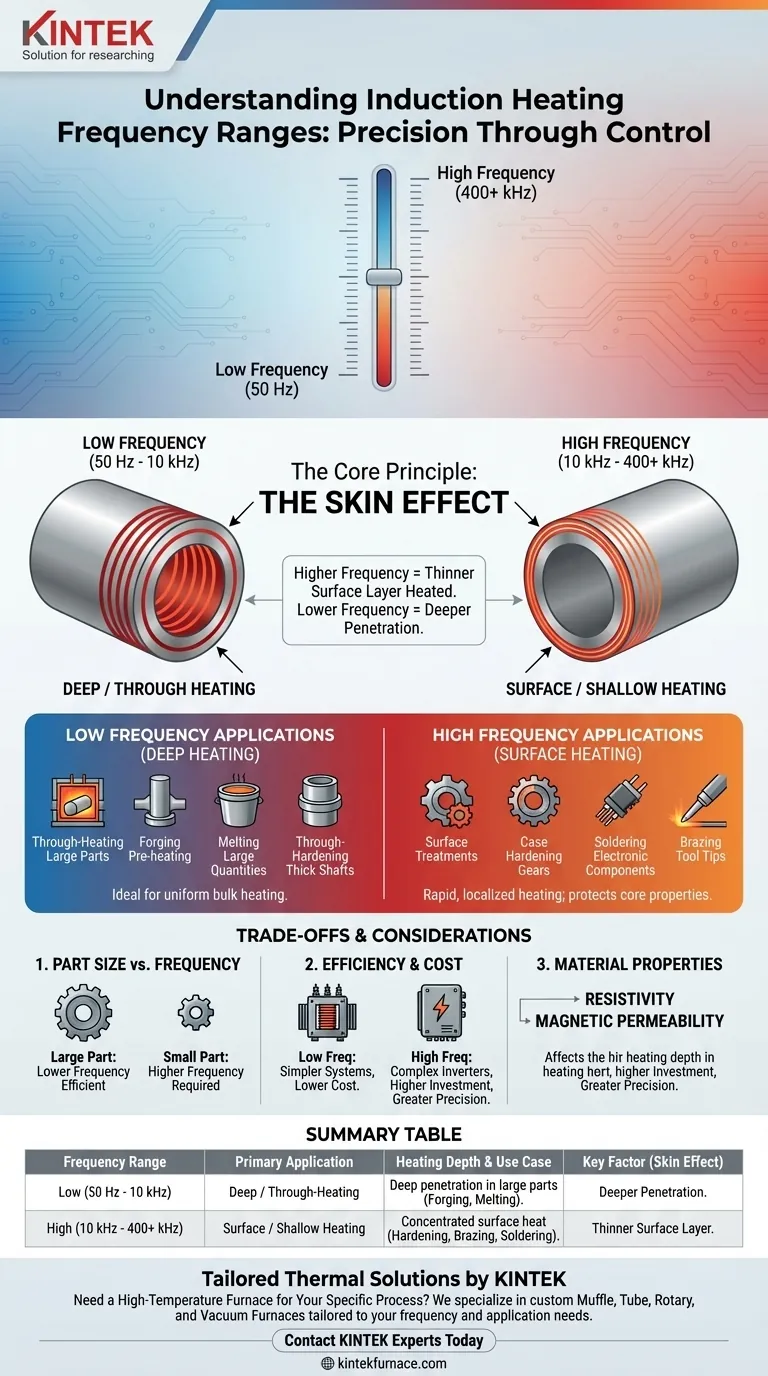
理解すべき基本的な原則は次のとおりです。周波数は加熱深度の主要な制御因子です。低周波数は金属部品の奥深くまで浸透し、高周波数は表面近くに熱を集中させます。したがって、大型るつぼの溶解であろうと、薄い歯車の歯の焼入れであろうと、目的の結果を達成するためには、正しい周波数を選択することが極めて重要です。
誘導加熱における周波数の役割
周波数の選択は、ワークピースがどのように加熱されるかを直接決定する意図的な工学的決定です。この関係は、「表皮効果」として知られる物理原理によって支配されます。
表皮効果の紹介
表皮効果とは、交流電流(AC)が導体内で、電流密度が表面近くで最大になるように分布する傾向を指します。
電流の周波数が高くなるにつれて、電流は表面のますます薄い層を流れます。誘導加熱はこれらの電流を誘導することによって機能するため、周波数が高いほど、熱もこの薄い表面層で発生します。
低周波アプリケーション(深部加熱)
50 Hzから約10 kHzの周波数は、誘導プロセスにおいては低周波と見なされます。これらの周波数では、誘導電流が金属の奥深くまで浸透します。
このため、低周波誘導は、大型部品の貫通加熱またはバルク加熱を必要とするアプリケーションに最適です。一般的な用途には、鍛造用の巨大なビレットの予熱、るつぼでの大量の金属の溶解、厚いシャフトの焼入れなどがあります。
高周波アプリケーション(表面加熱)
10 kHzから400 kHz以上の周波数は、熱を非常に浅い表面層(多くの場合1ミリメートル未満)で発生させる必要がある場合に使用されます。
この正確で局所的な加熱は、表面処理に最適です。歯車の浸炭焼入れ、電子部品のはんだ付け、工具チップのろう付けなどのアプリケーションはすべて、材料のコア特性に影響を与えることなく表面を迅速に加熱するために高周波に依存しています。
周波数と効率の関連性
表面加熱アプリケーションの場合、高周波は本質的に効率的です。非常に小さな体積(薄い「表皮」)に大量のエネルギーを集中させることで、表面温度は非常に急速に上昇します。
この急速な加熱により、熱が部品のコアに伝導する時間が最小限に抑えられ、エネルギーの無駄が減り、下層材料構造への不要な変化が防止されます。

トレードオフの理解
周波数の選択は、加熱深度だけでなく、技術的要件と実用的な制約のバランスを取ることでもあります。
周波数と部品サイズ
最適な周波数と加熱される部品の直径の間には直接的な関係があります。大径の部品は、より低い周波数で効率的に加熱できます。
逆に、非常に小さな部品を低周波数で加熱しようとすると、磁場が部品を完全に「見逃す」可能性があるため、非常に非効率的です。小さな部品は、エネルギーを効果的に結合させるためにより高い周波数が必要です。
設備コストと複雑さ
一般に、周波数を生成するために必要な設備がコストに影響します。低周波システムは、主電源ラインに接続された変圧器を利用するため、より単純な場合があります。
高周波システムには、洗練されたソリッドステートパワーインバーターが必要です。これらは正確な制御を提供しますが、複雑さと初期コストの点でより大きな投資を意味します。
材料特性の重要性
正確な加熱深度は周波数だけで決まるわけではありません。材料の電気抵抗率と透磁率も、最終的な表皮深度の計算に重要な役割を果たします。完全なプロセス設計では、これら3つの変数すべてを考慮する必要があります。
目標に合った適切な選択をする
最適な周波数は、プロセスの目的に完全に依存します。以下のガイドラインを参考に決定してください。
- 鍛造用の大型ビレットの貫通加熱または溶解が主な目的の場合:熱が部品のコア全体に深く均一に浸透するように、低周波数(通常5 kHz未満)が必要です。
- 鋼部品の表面焼入れが主な目的の場合:部品のコアを強靭で延性のある状態に保ちながら、浅く硬い層を作成するために、高周波数(30 kHzから400 kHz)が必要です。
- デリケートな部品のろう付けまたははんだ付けが主な目的の場合:非常に高い周波数(100 kHz以上)は、隣接する領域を変形させたり損傷させたりすることなく、迅速で局所的な熱を提供し、きれいで強力な接合を保証します。
最終的に、誘導加熱を習得するということは、周波数を目的の冶金学的結果に正確に合わせることを意味します。
要約表:
| 周波数範囲 | 主な用途 | 加熱深度と使用例 |
|---|---|---|
| 低(50 Hz - 10 kHz) | 深部 / 貫通加熱 | 大型部品の奥深くまで浸透。鍛造、溶解、バルク加熱に最適。 |
| 高(10 kHz - 400+ kHz) | 表面 / 浅部加熱 | 表面に熱を集中。焼入れ、ろう付け、はんだ付けに最適。 |
| 主要因 | 表皮効果 | 高周波数 = 加熱される表面層が薄い。低周波数 = より深く浸透。 |
特定の周波数とプロセス要件に合わせた高温炉が必要ですか?
KINTEKでは、誘導加熱、ろう付け、焼入れ、または溶解アプリケーションで正確な結果を達成するために、適切な熱処理装置が不可欠であることを理解しています。当社の高度な炉ソリューションは、お客様のプロセスを補完するように設計されており、最適な性能と信頼性を保証します。
KINTEKを選ぶ理由
- 深いカスタマイズ:当社は標準的な炉を販売するだけではありません。当社の強力なR&Dと社内製造能力により、当社のマッフル炉、管状炉、回転炉、真空炉&雰囲気炉、CVD/PECVDシステムを、お客様の正確な周波数、温度、雰囲気のニーズに合わせて調整できます。
- 専門家によるサポート:当社のチームは、お客様の材料サイズ、目的の加熱深度、および効率目標に最適な炉の選択または設計を支援します。
- 実証済みの性能:研究室での研究から工業生産まで、KINTEKの炉は、要求の厳しい熱プロセスに必要な精度と耐久性を提供します。
お客様の研究室または施設に最適なソリューションを設計しましょう。 今すぐ当社の熱専門家にお問い合わせください。プロジェクトについて話し合い、カスタマイズされた推奨事項を受け取ることができます。
ビジュアルガイド
関連製品
- 600T真空誘導ホットプレス真空熱処理焼結炉
- 真空誘導溶解炉とアーク溶解炉
- 熱分解の植物の暖房のための電気回転式炉の連続的な働く小さい回転式炉キルン
- セラミックファイバーライナー付き真空熱処理炉
- 化学的気相成長装置のための多加熱帯 CVD の管状炉機械





