本質的に、ガス焼入れとは、加熱された鋼部品に高圧のガス流を用いて急速冷却を行うことで、特定の硬度と強度特性を実現する熱処理プロセスです。部品を油や水に浸す従来の方式とは異なり、ガス焼入れは高度に制御された、よりクリーンな代替手段であり、歪みや部品品質に対するリスクプロファイルを根本的に変えます。
ガス焼入れは、液体の持つ生の冷却力と引き換えに、比類ないプロセス制御を提供します。このため、高価値で寸法感度の高い部品には優れた選択肢となりますが、十分な焼入れ性を持つ鋼に限られます。
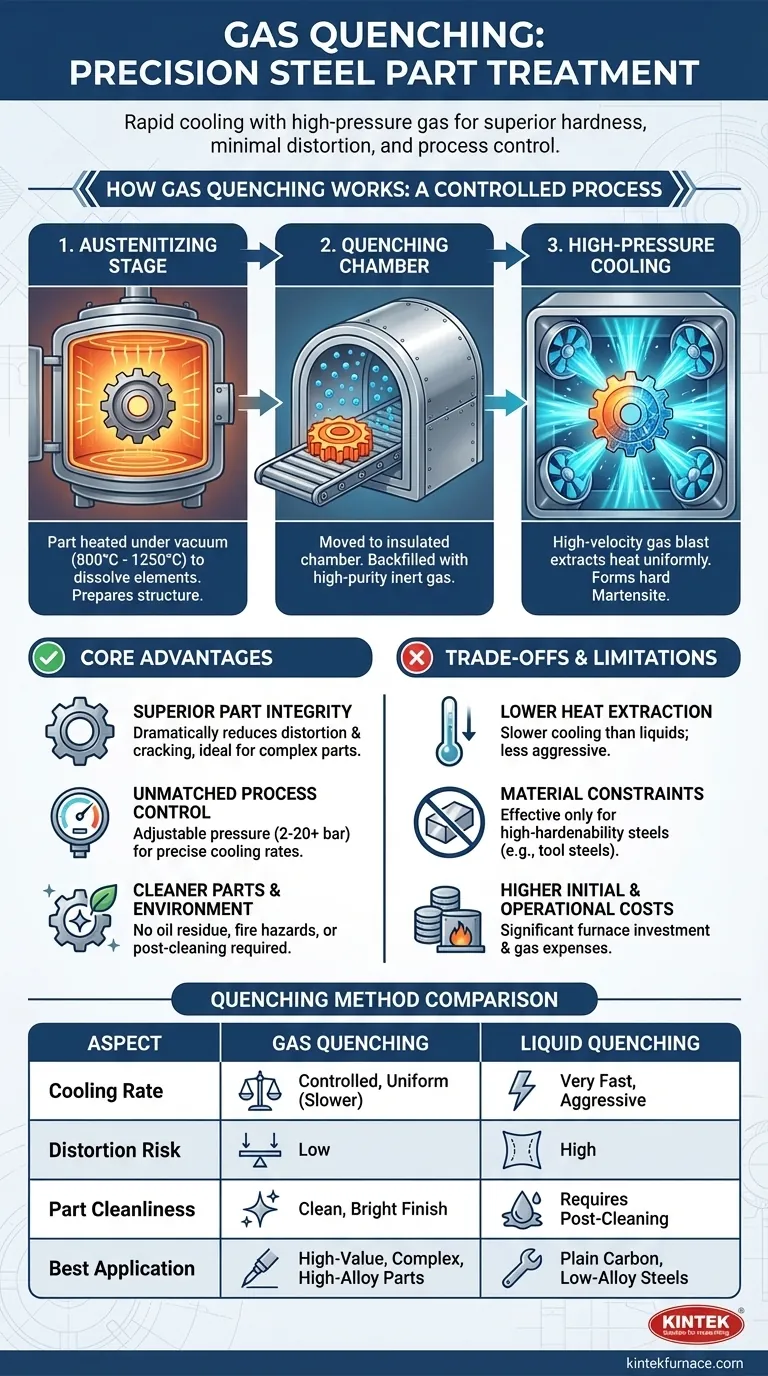
ガス焼入れの仕組み:制御されたプロセス
ガス焼入れは、ほとんどの場合、真空炉内で実施されます。これにより、最初から最後まで清浄で制御された環境が提供されます。プロセスは正確なシーケンスに従います。
オーステナイト化段階
まず、鋼部品は真空下で特定の臨界温度、通常は800℃から1250℃の間で加熱されます。この段階はオーステナイト化として知られ、炭素と合金元素を均一な固溶体に溶解させ、鋼の結晶構造を変化させ、硬化の準備をします。
焼入れチャンバー
部品がオーステナイト化温度で十分に保持された後、断熱冷却チャンバーに移動されます。その後、チャンバーは高純度の不活性ガスで制御された圧力で再充填されます。
高圧冷却
高速タービンまたはファンが、焼入れガスを部品に全方向から吹き付けます。この対流冷却により、熱が急速かつ均一に抽出され、鋼の内部構造が非常に硬く強力な結晶相であるマルテンサイトに変態します。冷却速度は、ガスの種類、圧力、流量速度を調整することで正確に管理されます。

ガスの使用における主な利点
油や水のような液体ではなくガスを選択することは、精度と部品品質の必要性によって推進される、意図的なエンジニアリング上の決定です。
優れた部品の健全性
ガスの冷却は液浸よりも均一で穏やかであるため、熱衝撃を劇的に軽減します。これにより、歪み、反り、亀裂が大幅に減少し、複雑な形状、薄肉部品、または厳密な寸法公差を持つ部品にとって非常に重要です。
比類のないプロセス制御
ガス圧力は2バールから20バール以上に調整可能であり、簡単かつ正確に調整できます。これにより、熱処理技術者は特定の鋼合金と部品の厚さに合わせて冷却速度を微調整し、部品に過度のストレスを与えることなく、望ましい冶金学的特性を達成できます。
よりクリーンな部品と環境
ガス焼入れされた部品は、炉から清潔で光沢があり、残留物がない状態で取り出されます。これにより、油を除去するために必要となる高価で労働集約的な焼入れ後の洗浄作業が不要になります。また、火災の危険、油煙、使用済み焼入れ液の廃棄の必要もなくなります。
トレードオフと限界の理解
強力である一方で、ガス焼入れは万能な解決策ではありません。その有効性は、明確な物理的および経済的トレードオフによって支配されます。
低い熱抽出率
ガスの主な限界は、液体と比較して熱伝導率が低いことです。高圧であっても、ガスは油や水ほど積極的に部品から熱を奪うことはできません。
材料と焼入れ性の制約
この低い冷却能力は、ガス焼入れが焼入れ性の高い鋼にのみ有効であることを意味します。これらは通常、空冷工具鋼または遅い冷却速度で硬化するように設計された高合金鋼です。非常に速い焼入れが必要なマルテンサイトを形成する炭素鋼や低合金鋼には一般的に不適です。
部品サイズと厚さの制限
低い熱抽出率は、効果的に硬化できる最大断面積も制限します。非常に厚い部品の内部は冷却が遅すぎる可能性があり、表面が適切に硬化しても、必要な硬度が得られない場合があります。
高い初期費用と運用費用
高圧ガス焼入れが可能な真空炉は、多大な設備投資を伴います。さらに、窒素、ヘリウム、アルゴンなどの高純度ガスのコストは、安価な焼入れ油と比較して運用コストを増加させます。
目標に応じた適切な選択
ガス焼入れと液体焼入れの決定は、部品の材料、複雑さ、および最終的な要件に完全に依存します。
- 高価値で複雑な部品の歪みを最小限に抑えることに重点を置く場合:寸法精度を維持するには、ガス焼入れが決定的な選択肢です。
- 空冷工具鋼や高合金材料の硬化に重点を置く場合:ガス焼入れは、これらの材料に理想的な冷却速度と制御の組み合わせを提供します。
- 低合金鋼または炭素鋼の費用対効果に重点を置く場合:従来の液体焼入れが、より実用的で効果的な方法です。
最終的に、これらのトレードオフを理解することで、部品の完全性を損なうことなく、必要な性能を提供するプロセスを選択できるようになります。
概要表:
| 側面 | ガス焼入れ | 従来の液体焼入れ |
|---|---|---|
| 冷却媒体 | 高圧不活性ガス(例:窒素、ヘリウム) | 油または水 |
| 冷却速度 | 制御され均一、液体より遅い | 非常に速く、積極的 |
| 歪みリスク | 熱衝撃の低減により低い | 高く、反りや亀裂を引き起こす可能性がある |
| 部品の清浄度 | クリーンで光沢のある仕上がり、残留物なし | 油除去のための後処理が必要 |
| 適切な材料 | 高焼入れ性鋼(例:工具鋼) | 炭素鋼および低合金鋼 |
| コスト | 初期費用および運用費用が高い | 特定の用途ではより費用対効果が高い |
KINTEKの高度な高温炉ソリューションで、鋼部品処理を最適化しましょう!優れたR&Dと社内製造を活用し、真空雰囲気炉やCVD/PECVDシステムなどのカスタマイズされたシステムを多様な研究室に提供しています。当社の強力な深いカスタマイズ能力により、ガス焼入れやその他のプロセスを問わず、お客様独自の実験ニーズに正確に適合させることができます。今すぐお問い合わせいただき、部品の完全性を高め、優れた硬度を実現し、熱処理ワークフローを効率化してください!
ビジュアルガイド