歯科補綴研究所において、二ケイ酸リチウムは主に特殊なヒートプレス技術を用いて加工されます。この方法は、予め作られたガラスセラミック材料のインゴットを炉で溶解し、その後、伝統的なロストワックス法で作られた鋳型に溶融した材料をプレスする方法です。これにより、最終的な修復物が望ましい形状を正確に捉えつつ、その特徴的な強度と審美性を発現させることができます。
ヒートプレスプロセスは単に二ケイ酸リチウムを成形する方法ではなく、材料独自の強度と光学的な透明性の源である正確な結晶構造を保持するように設計された、制御された熱処理です。
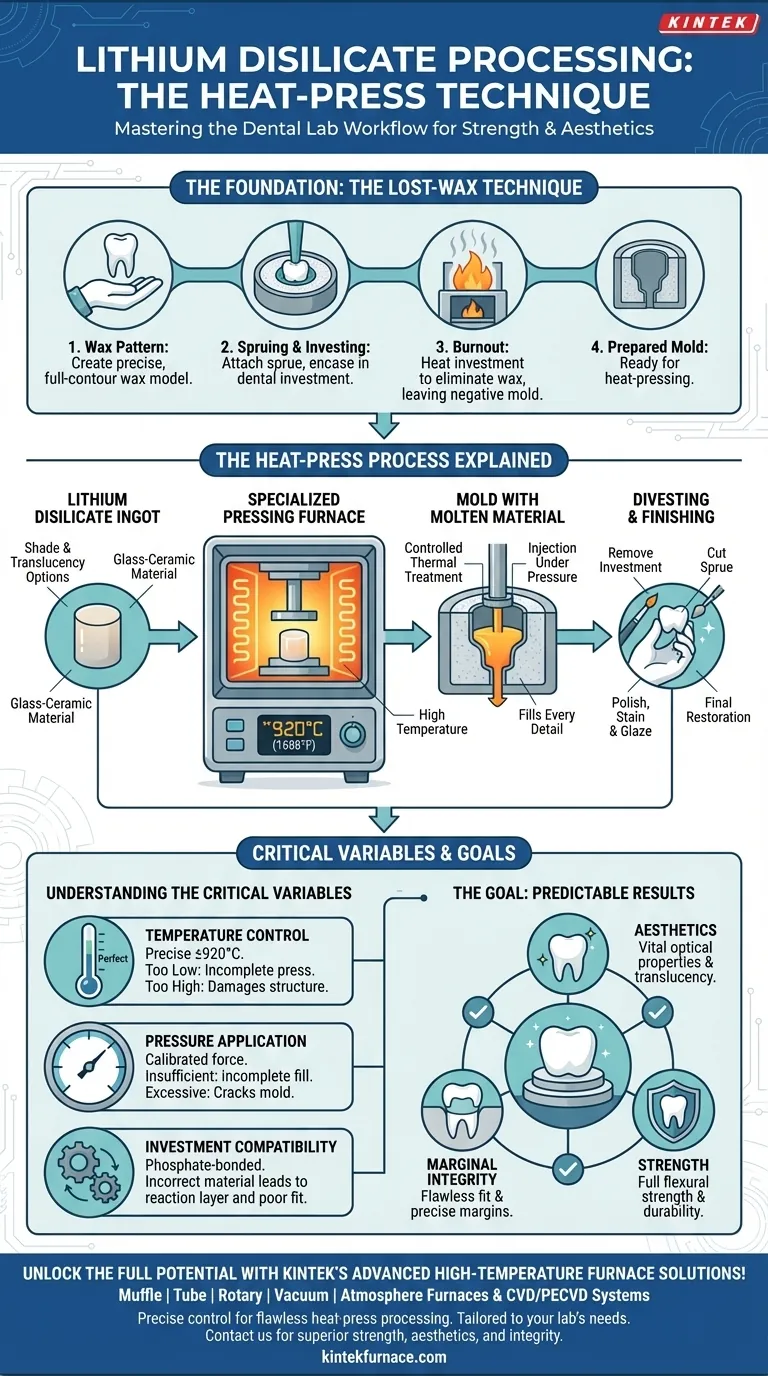
基礎:ロストワックス法
プレスプロセスの全体は、宝飾品製造から金属鋳造に至るまで、何世紀にもわたって信頼されてきた手法であるロストワックス法に基づいています。これにより、最終修復物の非常に詳細な等倍のネガ型を作成することが可能になります。
ステップ1:ワックスパターン
まず、技術者は特殊な歯科用ワックスを使用して、最終的なクラウン、ベニア、またはインレーの正確な全輪郭モデルを作成します。この「ワックスアップ」は、望ましい結果の物理的な表現であり、解剖学的形態、マージン、接触点のすべてが完璧でなければなりません。
ステップ2:スプルー付けと埋没(インベストメント)
スプルーと呼ばれるワックス製の流路をワックスパターンに取り付けます。その後、アセンブリ全体を金属リング内に入れ、歯科用インベストメントとして知られる石膏状の材料で包み込みます。インベストメントが硬化したら、リングを炉に入れ、ワックスを焼き切ります。これにより、修復物とスプルー経路の完璧なネガ型である空洞が残ります。

ヒートプレスプロセスの解説
ネガ型が準備できたら、二ケイ酸リチウムの特定の加工を開始できます。ここでは、成功のために特殊な装置と正確な制御が不可欠となります。
二ケイ酸リチウムインゴット
原材料は、インゴットと呼ばれる、予め結晶化された小さな円柱状の二ケイ酸リチウムガラスセラミックです。これらのインゴットは、さまざまな臨床ニーズに合わせて、さまざまなシェードと透明度(例:高透明度、低透明度)で製造されています。
プレス炉
インベストメント鋳型と選択された二ケイ酸リチウムインゴットを特殊なプレス炉に入れます。この装置は両方のコンポーネントを特定の高温、通常約920°C(1688°F)に加熱します。この温度で、インゴットは粘性のある、プレス可能な状態に軟化します。
圧力下の注入
材料が適切な粘度に達すると、炉内のセラミックまたはアルミナ製のプランジャーが圧力をかけます。これにより、溶融したガラスセラミックがインゴットから押し出され、スプルー経路を通ってネガ型の隅々まで注入されます。
インベストメントの除去と仕上げ
制御された冷却サイクル後、インベストメントリングを炉から取り出します。技術者は慎重にインベストメント材料を取り除きます(ディベスティングと呼ばれるプロセス)。これによりプレスされたセラミック修復物が現れます。スプルーを切り取り、修復物を仕上げ、研磨します。しばしば、表面の特性化と生きたような光沢を加えるために、別のポーセレン炉で最終的なステイニングとグレーズ処理が行われます。
重要な変数の理解
プレスされた二ケイ酸リチウム修復物の成功は自動的にもたらされるものではありません。それは、わずかなずれが最終結果を損なう可能性のある、主要な変数の綿密な制御に完全に依存しています。
温度制御が最も重要である理由
「正確な温度制御」への言及は極めて重要です。炉の温度が低すぎると、インゴットが適切に流れず、不完全なプレスやマージンのオープンが発生します。温度が高すぎると、材料の結晶微細構造を損傷し、強度を低下させ、光学特性とシェードに悪影響を与える可能性があります。
圧力の重要性
プランジャーによって加えられる圧力は正しく較正されなければなりません。圧力が不十分だと、低すぎる温度と同様に、鋳型の充填が不完全になります。過剰な圧力は、セラミックに応力を導入したり、インベストメント鋳型をひび割れさせたりする可能性があり、不正確で歪んだ修復物の原因となります。
インベストメント材料の適合性
インベストメント材料は、二ケイ酸リチウムと化学的に適合し、高いプレス温度に耐えるためにリン酸結合している必要があります。不適切なインベストメントはセラミック表面と反応し、除去が難しく修復物の適合性を損なう反応層を生成する可能性があります。
目標:予測可能な審美性と強度
厳格な加工プロトコルに従うことが、ラボが二ケイ酸リチウムの持つ内在的なポテンシャルを臨床的に成功する修復物に変換する方法です。
- 主な焦点が最高の審美性である場合: 適切なインゴットの透明度を選択し、正確な温度制御を確保することが、材料の重要な光学特性を維持するために不可欠です。
- 主な焦点がマージン(辺縁)の完全性である場合: 完璧なワックスパターンと完全に制御されたプレスは、溶融したセラミックが鋳型全体を満たし、完璧な適合を保証するために不可欠です。
- 主な焦点が臨床的な強度である場合: メーカーの仕様に従った適切な加工こそが、材料がその全屈曲強度を発現させ、長期的な耐久性を実現するための唯一の方法です。
この技術に敏感なプロセスを習得することは、この優れた歯科材料の完全な臨床ポテンシャルを引き出すための基本です。
まとめ表:
| プロセスステップ | 主要な詳細 | 重要な変数 |
|---|---|---|
| ロストワックス法 | 正確な形状のためのワックスパターン、スプルー、インベストメント鋳型の作成 | ワックスパターンの精度とインベストメントの適合性 |
| ヒートプレスプロセス | インゴットを約920℃で溶解し、圧力下で鋳型に注入 | 温度制御、圧力較正、材料の流れ |
| 仕上げ | インベストメントの除去、スプルーの切断、研磨、グレーズによる最終的な審美性の付与 | 損傷を避けるための慎重な取り扱いと表面品質の確保 |
KINTEKの先進的な高温炉ソリューションで、あなたの歯科補綴研究所における二ケイ酸リチウムの可能性を最大限に引き出しましょう! 当社のマッフル炉、チューブ炉、ロータリー炉、真空・雰囲気炉、CVD/PECVDシステムは、正確な温度制御と信頼性の高い性能を実現するように設計されており、完璧なヒートプレス加工を保証します。深いカスタマイズ機能により、お客様固有の実験および生産ニーズに合わせて装置を調整し、すべての修復物で優れた強度、審美性、およびマージンの完全性を実現できるよう支援します。詳細については今すぐお問い合わせ、ラボの効率と結果をどのように向上できるかご相談ください!
ビジュアルガイド
関連製品
- 真空焼結用圧力式真空熱処理焼結炉
- 真空ホットプレス炉マシン加熱真空プレス
- 600T真空誘導ホットプレス真空熱処理焼結炉
- 真空ホットプレス炉機 加熱真空プレス管状炉
- 化学的気相成長装置のための多加熱帯 CVD の管状炉機械



















