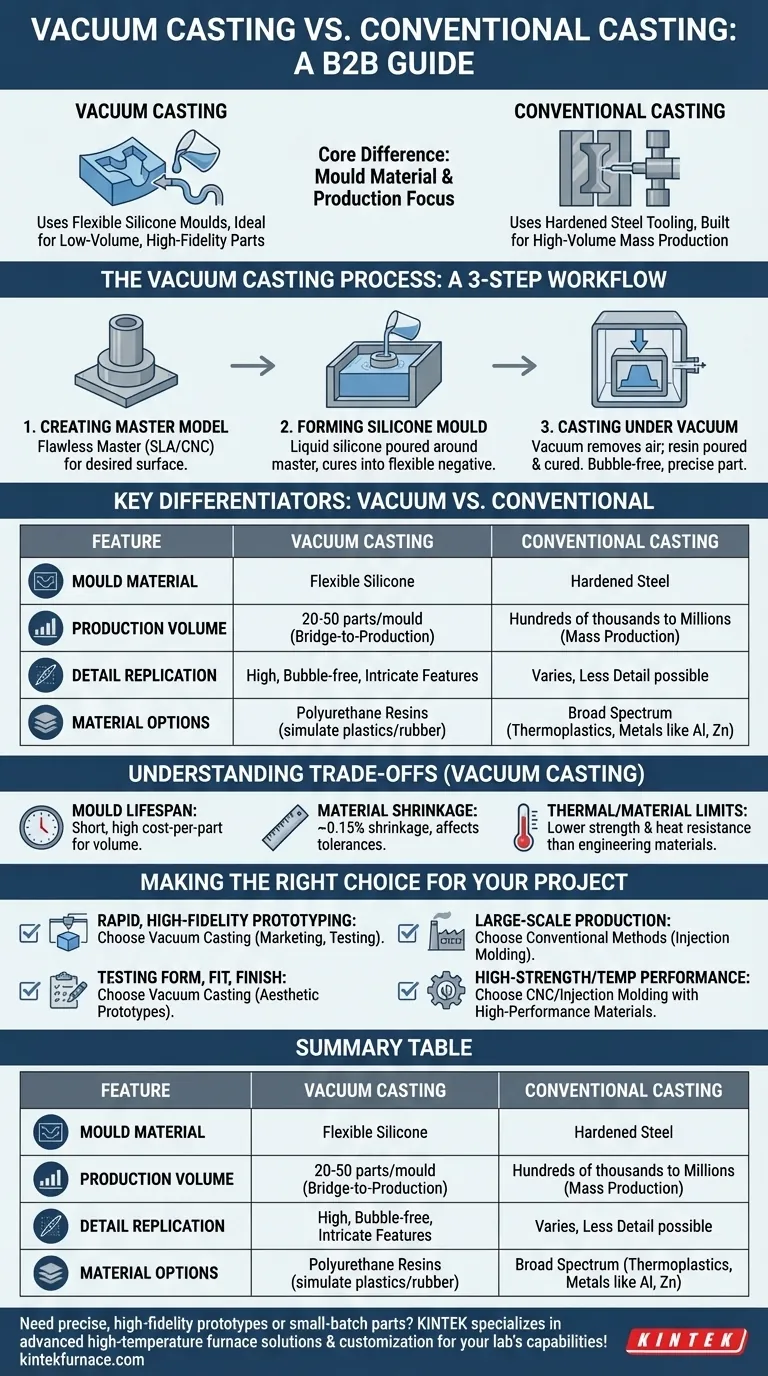
簡単に言えば、真空注型は、液体樹脂、通常はポリウレタンを、柔軟なシリコン型に真空で吸い込む製造プロセスです。従来の鋳造との主な違いは、硬い金属の型ではなく、柔らかいシリコン型を使用することです。これにより、高精細なプラスチックやゴムのような部品を少量生産するのに理想的です。
真空注型と従来の鋳造の選択は、どちらが優れているかではなく、目標にどちらが合致するかです。真空注型は少量生産、高精細なプロトタイピングに優れている一方、従来の方法は大量生産向けに作られています。
真空注型プロセス:ステップバイステップガイド
その独特の利点を理解するためには、ワークフローを視覚化することが役立ちます。このプロセスは精密で系統的であり、最終部品の完璧なネガティブを作成することを中心に展開されます。
ステップ1:マスターモデルの作成
プロセスは、完璧なマスターモデルから始まります。これは通常、3Dプリンティング(SLA)やCNC加工のような高解像度プロセスを使用して作成され、目的の表面品質を達成するために細心の注意を払って仕上げられます。
ステップ2:シリコン型の形成
マスターモデルは鋳造ボックス内に吊り下げられ、その周りに液体シリコンが注がれます。シリコンが硬化した後、慎重に2つの半分に切断され、マスターモデルが取り除かれます。これにより、元の部品の正確なネガティブな印象を持つ中空の空洞が残ります。
ステップ3:真空下での鋳造
2つの部品からなるシリコン型が再組み立てされ、特殊なポリウレタン樹脂が混合されます。型と樹脂は真空チャンバー内に置かれます。真空はチャンバー、型キャビティ、そして液体樹脂自体からすべての空気を除去し、最終部品に気泡が形成されるのを防ぎます。
その後、樹脂は真空下で型に注がれ、あらゆる複雑な細部まで確実に満たされます。充填後、型は部品を固化させるために硬化炉に移され、その後脱型されます。

主な違い:真空注型 vs. 従来の鋳造
ツーリングとプロセスの根本的な違いは、異なる用途、コスト、結果につながります。
型材料:シリコン vs. スチール
真空注型では、柔軟なシリコン型を使用します。これにより、複雑な形状やわずかなアンダーカットのある部品でも、型を曲げて部品をリリースできるため製造が可能です。
射出成形やダイカストなどの従来の方法では、硬化鋼型を使用します。これらは非常に耐久性がありますが、剛性が高く、高価で製造に時間がかかります。
生産量:プロトタイプ vs. 大量生産
単一のシリコン型は、劣化し始めるまでに通常20〜50個の部品しか生産できません。このため、真空注型は少量生産に最適なブリッジ・トゥ・プロダクションツールとなります。
鋼型は何十万、さらには何百万サイクルも持続するように作られており、従来の鋳造を真の大量生産のための唯一の選択肢としています。
部品の複雑さとディテール
液体樹脂と真空環境の組み合わせにより、非常に精密なディテールの再現が可能です。真空は材料が最も細かい特徴にまで流れ込むことを保証し、マスターモデルを反映する高品質な表面仕上げで気泡のない部品を作成します。
材料互換性
真空注型は主に、幅広いポリウレタン(PU)樹脂で使用されます。これらの樹脂は、ABS、ナイロン、または様々な硬度のゴムのような生産グレードのプラスチックの特性をシミュレートするように配合できます。
従来の鋳造は、射出成形における熱可塑性プラスチックから、ダイカストにおけるアルミニウムや亜鉛のような金属まで、はるかに広いスペクトルをカバーします。
真空注型のトレードオフを理解する
強力なプロセスですが、万能な解決策ではありません。その限界を理解することは、情報に基づいた意思決定を行う上で重要です。
型の寿命とコスト
シリコン型の短い寿命は、大量生産における主な制限です。初期のツーリングコストは鋼型よりも大幅に低いですが、部品あたりのコストは比較的高く維持されます。
材料の収縮
ポリウレタン樹脂は硬化時に約0.15%の収縮を経験します。これは、特に厳しい公差を必要とする部品の場合、マスターモデルの設計で考慮する必要があります。
熱的および材料の制限
製造される部品は熱硬化性ポリウレタンでできており、多くの生産グレードのエンジニアリング熱可塑性プラスチックや金属と同じ熱的または機械的強度を持っていません。このプロセスは、高温用途向けの部品を作成するのには適していません。
プロジェクトに最適な選択をする
適切なプロセスを選択するかどうかは、プロジェクトの段階と最終目標に完全に依存します。
- 迅速で高精細なプロトタイピングが主な焦点である場合:真空注型は、マーケティング、ユーザーテスト、または機能検証のための少量の生産品質のプラスチック部品を作成するのに最適な選択肢です。
- 大規模生産が主な焦点である場合:射出成形のような従来の方法は、数千個の部品を生産するための明確で最も費用対効果の高い方法です。
- 形状、適合性、仕上げのテストが主な焦点である場合:真空注型の卓越した表面品質とディテールは、最終製品のように見える美的プロトタイプを作成するのに優れています。
- 高強度または高温性能が主な焦点である場合:金属のCNC加工や高性能熱可塑性プラスチックでの射出成形など、真空注型以外のプロセスを検討する必要があります。
最終的に、各プロセスの独自の強みと弱みを理解することで、作業に最も効率的なツールを選択できるようになります。
要約表:
| 特徴 | 真空注型 | 従来の鋳造 |
|---|---|---|
| 型材料 | 柔軟なシリコン | 硬化鋼 |
| 生産量 | 型あたり20〜50個 | 数十万から数百万 |
| 理想的な用途 | プロトタイピング、少量生産 | 大量生産 |
| ディテールの再現性 | 高精細、気泡なし | 様々、場合によってはディテールが劣る |
| 材料オプション | ポリウレタン樹脂 | 幅広い(プラスチック、金属) |
| ツーリングコスト | 低い | 高い |
| 部品強度 | 熱的/機械的強度が低い | エンジニアリング材料では高い |
精密で高精細なプロトタイプや少量生産部品が必要ですか? KINTEKは、マッフル炉、管状炉、回転炉、真空炉、雰囲気炉、CVD/PECVDシステムを含む、高度な高温炉ソリューションを専門としています。卓越したR&Dと社内製造により、お客様の独自の実験ニーズに合わせて深いカスタマイズを提供し、真空注型やその他のプロセスで優れた性能を保証します。今すぐお問い合わせください。お客様のラボの能力をどのように向上できるかご相談ください!
ビジュアルガイド
関連製品
- ラミネーションと加熱のための真空ホットプレス炉機械
- 真空熱処理焼結炉 モリブデンワイヤー真空焼結炉
- 真空焼結用圧力式真空熱処理焼結炉
- 小型真空熱処理・タングステン線焼結炉
- 歯科技工所向け真空歯科用磁器焼結炉



















