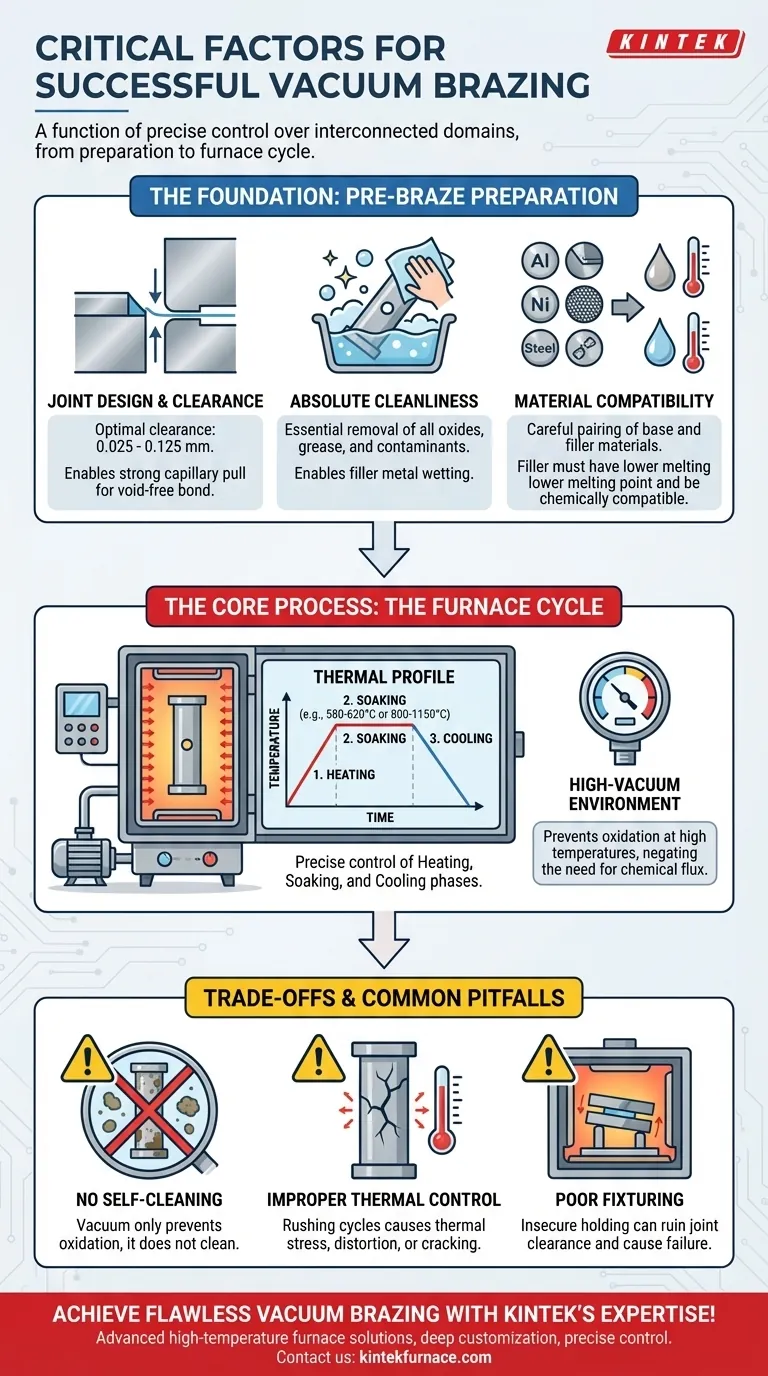
真空ろう付けを成功させるには、相互に関連する4つの領域を正確に制御することが重要です。最適な接合設計、ろう付け前の入念な洗浄、互換性のある材料の選択、そして最も重要なこととして、強力でクリーン、かつ歪みのない接合部を確保するために、高真空環境内での熱サイクルの正確な管理が求められます。
真空ろう付けは単なる加熱プロセスではありません。物理学がその役割を果たすための手つかずの環境を作り出すことです。その成功は最終的な加熱段階よりも、部品の綿密な準備と炉全体のサイクルの正確な制御にかかっています。
基礎:ろう付け前の準備
最終的な接合部の品質は、部品が炉に入るずっと前に決まります。完璧な準備は不可欠です。
接合設計とクリアランスの習得
接合する部品間の隙間、つまり接合クリアランスは、最も重要な設計パラメータです。これは、溶融したろう材がどのように接合部に引き込まれるかを決定します。
通常、0.025 mmから0.125 mmのクリアランスが最適です。この狭い隙間が、ろう材を接合部全体に完全に引き込み、空隙のない接合部を確保するために必要な毛細管現象を生み出します。
隙間が大きすぎると毛細管力が弱まり、流れが不完全になり、接合部が弱くなります。隙間が小さすぎると、ろう材が全く入らない可能性があります。
絶対的な清浄度の確保
真空環境は予防的であり、修復的ではありません。加熱された金属に新たな酸化物が形成されるのを防ぎますが、既存の酸化物、グリース、その他の汚染物質を除去することはありません。
したがって、部品は組み立て前に厳密に洗浄する必要があります。このステップにより、溶融したろう材が母材の表面を「濡らす」ことができ、強力な冶金学的接合を形成するために不可欠です。
部品を炉に装入する前に再汚染を防ぐため、クリーンな環境で組み立てを行う必要があります。
互換性のある材料の選択
ろう付けを成功させるには、母材(接合される部品)とろう材(ろう付け合金)の注意深い組み合わせが必要です。
ろう材は母材よりも融点が低い必要があります。また、熱サイクル中に母材を劣化させることなく、濡れと流れを促進するために化学的に互換性がある必要があります。

コアプロセス:炉サイクル
炉内では、環境と熱の注意深く調整された一連の変化により、個々の部品が単一の統合されたアセンブリに変換されます。
高真空環境の確立
プロセスは、炉チャンバー内に部品を密閉し、真空ポンプを使用して主に酸素である雰囲気を除去することから始まります。
この高真空環境がこのプロセスの主な利点です。これにより、高温での酸化のリスクが排除され、そうでなければ適切な接合が形成されるのを妨げ、化学フラックスの必要がなくなります。
熱プロファイルの重要な役割
炉は単に部品を加熱するだけではありません。3つの明確なフェーズを持つ正確な熱プロファイルを実行します。
- 加熱:熱衝撃や歪みを防ぐために、温度を制御された段階的な上昇。
- 保持:ろう付け温度(アルミニウムの場合は580-620°C、その他の合金の場合は800-1150°Cなど)でアセンブリを特定の期間保持します。これにより、温度が均一になり、ろう材が完全に溶融します。
- 冷却:ろう材が固化し、内部応力や亀裂を誘発することなく、ゆっくりと制御された温度低下。
ろう材がどのように接合部を形成するか
指定されたろう付け温度で、ろう材が溶融します。クリーンで酸化物のない環境で、ろう材は毛細管現象によって正確に設計された接合部隙間に自由に流れ込みます。
冷却すると、ろう材が固化し、部品間に強力で永続的な冶金学的接合を形成します。結果として得られる接合部はクリーンで明るく、後処理の洗浄は必要ありません。
トレードオフと一般的な落とし穴の理解
強力である一方で、真空ろう付けは、高価な失敗を避けるためにその限界を理解する必要があります。
「自己洗浄」の神話
よくある間違いは、真空が部品を洗浄すると仮定することです。真空は酸化を防ぐだけであり、既存の汚染物質を除去することはありません。汚れた部品を炉に入れると、必ずろう付けが失敗します。
不適切な熱制御のリスク
加熱または冷却サイクルを急ぐことは、失敗の主な原因です。急激な温度変化は熱応力を誘発し、特に異なる膨張率を持つ異種材料を接合する場合に、部品の歪みや亀裂につながります。
不適切な固定具の非効率性
部品は、炉サイクル全体を通して正しい向きでしっかりと保持されている必要があります。設計が不十分なロードツールや固定具は、加熱中に部品がずれる可能性があり、接合クリアランスを台無しにし、プロセス全体を失敗させる可能性があります。
目的に合った適切な選択をする
成功を確実にするには、特定の成果にとって最も重要なパラメータに焦点を合わせる必要があります。
- 最大の接合強度と完全性を重視する場合:ろう付け前の入念な洗浄と、組み立て中の正確な接合クリアランスの維持を優先します。
- 部品の歪みを避けることを重視する場合:材料に合わせて、段階的で対称的な加熱および冷却サイクルの設計に集中します。
- プロセスの再現性と拡張性を重視する場合:高品質でプログラム可能な真空炉に投資し、洗浄および組み立て手順を標準化します。
これらの基本的な原則を習得することで、単にプロセスを実行するだけでなく、完璧な冶金学的結合を設計する段階に進むことができます。
概要表:
| 重要な要素 | 主な詳細 |
|---|---|
| 接合設計 | 毛細管現象のための0.025~0.125 mmの最適クリアランス |
| ろう付け前の洗浄 | 濡れ性を確保するための汚染物質除去に不可欠 |
| 材料選択 | 融点が低い互換性のある母材とろう材 |
| 熱プロファイル | 応力防止のための制御された加熱、保持、冷却 |
| 真空環境 | フラックスなしで酸化を防ぐ高真空 |
KINTEKの専門知識で完璧な真空ろう付けを実現しましょう!当社は、多様な実験室のニーズに合わせた真空炉や雰囲気炉などの高度な高温炉ソリューションを専門としています。強力な研究開発と社内製造を活用し、独自の実験要件を満たすための深いカスタマイズを提供し、正確な温度制御と信頼性の高い結果を保証します。今すぐお問い合わせください。お客様のろう付けプロセスを強化し、優れた接合部を提供する方法についてご相談ください!
ビジュアルガイド
関連製品
- 真空熱処理焼結ろう付炉
- ラミネーションと加熱のための真空ホットプレス炉機械
- 真空ホットプレス炉マシン加熱真空プレス
- 真空ホットプレス炉機 加熱真空プレス管状炉
- システム内の効率的な接続と安定した真空のための高性能真空ベローズ



















