金属加工用の真空プレス機を選ぶ際、主要な要因は、機械の能力とサイズ、特定の材料に必要な温度と圧力を処理する能力、およびその制御システムの精度です。これらの技術的能力は、予算、メンテナンスの考慮事項、および将来の生産計画と照らし合わせて検討する必要があります。
目標は単に真空プレス機を購入することではなく、戦略的な投資を行うことです。適切な機械とは、その中核となる能力(圧力、温度、サイズ、制御)が、生産する必要のある部品の複雑さや使用する材料と正確に合致しているものです。
核心原理:真空プレス機が金属を成形する方法
負圧の理解
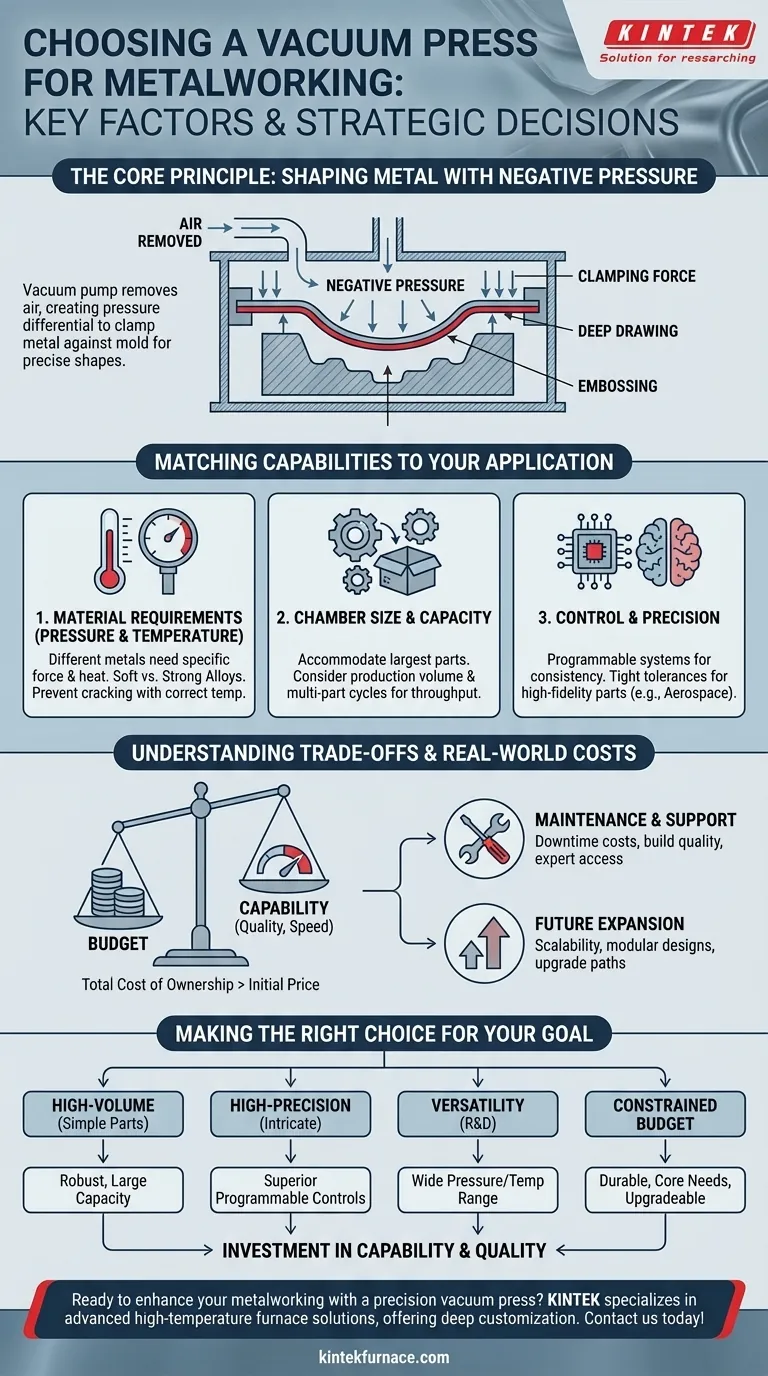
真空プレス機は、シンプルながら強力な原理に基づいて動作します。真空ポンプを使用して密閉されたチャンバーから空気を除去し、チャンバーの内外に大きな圧力差を作り出します。
この負圧は強力なクランプ力として働き、金属板をチャンバー内に置かれた金型にしっかりと押し付けます。このプロセスにより、従来のプレス加工で使用されるマッチングした雄型と雌型の金型を必要とせずに、正確な形状や複雑な曲線を作成することができます。
一般的な金属加工アプリケーション
この技術は、金属板を深い形状に引き伸ばす深絞りや、表面に細かいディテールをプレスするエンボス加工などの作業に不可欠です。航空宇宙、自動車から宝飾品製造まで、さまざまな業界が真空プレス機を利用して、複雑で高品質な部品を効率的に生産しています。

機械の能力をアプリケーションに合わせる
最も一般的な間違いは、価格やサイズなど、一つの機能にだけ焦点を当てることです。成功する選択には、機械の仕様が製造目標にどのように貢献するかを総合的に見ることが必要です。
要因1:材料要件(圧力と温度)
異なる金属は、成形特性が大きく異なります。アルミニウムのような柔らかい金属は、より少ない圧力で済む場合がありますが、より強力な合金は正確に成形するためにより多くの力を必要とします。
一部の高度な成形プロセスでは、金属の延性を高め、ひび割れを防ぐために高温を必要とします。プレス機は、材料が要求する特定の圧力と温度を生成し、維持できる必要があります。
要因2:チャンバーのサイズと容量
プレスチャンバーは、最大の金型と材料ブランクを収容できる十分な大きさでなければなりません。しかし、容量は単一部品の寸法だけではありません。
生産量を考慮してください。より大きなチャンバーは、単一サイクルで複数の小さな部品を成形できる可能性があり、スループットを劇的に向上させます。現在のニーズと、将来のより大きな部品やより高い生産量に対する潜在的な要件とのバランスを取ることが重要です。
要因3:制御と精度
航空宇宙部品のような高い忠実度と再現性が要求されるアプリケーションでは、制御のレベルが最も重要です。基本的なプレス機には、シンプルなオン/オフの真空制御があるかもしれません。
高度なシステムは、真空印加速度と温度ランプのプログラム可能な制御を提供します。この精度により、厳しい公差を持つ複雑な部品の一貫した生産が可能になり、欠陥と材料の無駄を最小限に抑えます。
トレードオフと実世界のコストを理解する
真空プレス機は長期的な設備投資です。初期購入価格は、総所有コストの一部に過ぎません。
予算対能力のジレンマ
最も安価な機械が、最も費用対効果が高いとは限りません。部品に必要な圧力や制御を達成できないプレス機は、高い不良率と生産遅延につながり、初期の節約をすぐに蝕んでしまいます。
予算を能力への投資として捉えましょう。製品品質にとって不可欠な技術仕様を優先し、低い初期費用を理由にそれらを犠牲にすることには注意してください。
メンテナンス、耐久性、サポート
ダウンタイムは、運用にとって直接的なコストです。製造品質、部品(真空ポンプなど)の評判、およびメンテナンスの容易さを評価してください。
さらに、メーカーまたはベンダーのサポートを評価します。問題が発生した際に、専門的な技術サポートとすぐに利用できるスペアパーツがあるかどうかは、軽微な遅延と壊滅的な停止の違いとなる可能性があります。
将来の拡張を考える
今日購入するプレス機は、明日のビジネスを制限すべきではありません。より複雑な製品や新しい材料に進出することを予測しているのであれば、現在のニーズを超える能力を持つ機械に投資することは賢明な決断となるでしょう。
モジュラー設計や、制御システムや加熱要素の明確なアップグレードパスを提供するメーカーを検討してください。この先見性により、わずか数年でまったく新しい機械を購入する必要がなくなります。
目標に合った適切な選択をする
適切な真空プレス機を選択するには、まず主要な目標を明確にすることから始めます。
- 簡単な部品の大量生産が主な焦点の場合: 高度な制御機能よりも、頑丈で大きなチャンバー容量と実績のある信頼性を持つ機械を優先してください。
- 複雑で高精度な部品が主な焦点の場合: 圧力と温度の優れたプログラム可能な制御を備えたプレス機に投資してください。これが製品の品質と再現性を決定します。
- R&Dや多様なプロジェクトのための汎用性が主な焦点の場合: たとえチャンバーが小さくても、幅広い圧力と温度の操作範囲を提供する機械を探してください。
- 予算が限られている場合: 中核となるニーズを完璧に満たす、耐久性があり頑丈な機械に集中し、将来のアップグレードの可能性について問い合わせてください。
最終的に、適切な真空プレス機を選択することは、生産能力と品質への投資です。
要約表:
| 要因 | 主な考慮事項 |
|---|---|
| 材料要件 | アルミニウムや合金などの金属のひび割れを防ぎ、延性を確保するために必要な圧力と温度。 |
| チャンバーのサイズと容量 | 最大の金型と材料ブランクに適合する必要がある。1サイクルあたりの複数部品の生産量を考慮する。 |
| 制御と精度 | 高い再現性と厳しい公差を達成するための、真空速度と温度ランプのプログラム可能な制御。 |
| 予算とコスト | 高い不良率と遅延を避けるための、メンテナンス、ダウンタイム、サポートを含む総所有コスト。 |
| 将来の拡張 | 新しい材料や生産の複雑性の増加に対応するためのモジュラー設計またはアップグレードパス。 |
精密な真空プレス機で金属加工を強化する準備はできましたか?KINTEKは、真空炉や雰囲気炉を含む、さまざまな研究室のニーズに合わせた先進的な高温炉ソリューションを専門としています。強力なR&Dと自社製造により、お客様の独自の圧力、温度、制御要件を満たすために、深いカスタマイズを提供します。今すぐお問い合わせください。当社の専門知識がお客様の生産効率と品質をどのように向上させられるかについてご相談ください!
ビジュアルガイド
関連製品
- ラミネーションと加熱のための真空ホットプレス炉機械
- 真空ホットプレス炉マシン加熱真空プレス
- 真空ホットプレス炉機 加熱真空プレス管状炉
- 600T真空誘導ホットプレス真空熱処理焼結炉
- 歯科磁器ジルコニア焼結セラミック真空プレス炉



















