真空ろう付けにおいて、接合部クリアランスは、健全で高強度の冶金的接合を作成するための最も重要な単一の要素です。対向する表面間のこのギャップは、溶融したろう材を接合部に引き込む毛細管現象を直接制御するため、精密に制御されなければなりません。適切なクリアランスがなければ、ろう材は流れないか、強力で連続的な接続を形成できません。
ろう付け接合の成功または失敗は、基本的にそのクリアランスによって決定されます。清浄度や温度などの要因は重要ですが、それらは主要な物理的原理をサポートするに過ぎません。つまり、毛細管現象は、正しく機能するために特定の厳密に制御されたギャップを必要とします。
ろう材の流れの物理学
ろう付けの原理全体は、毛細管現象を利用して、密接にフィットする2つの表面間に薄い溶融ろう材の層を分配することに基づいています。
毛細管現象とは?
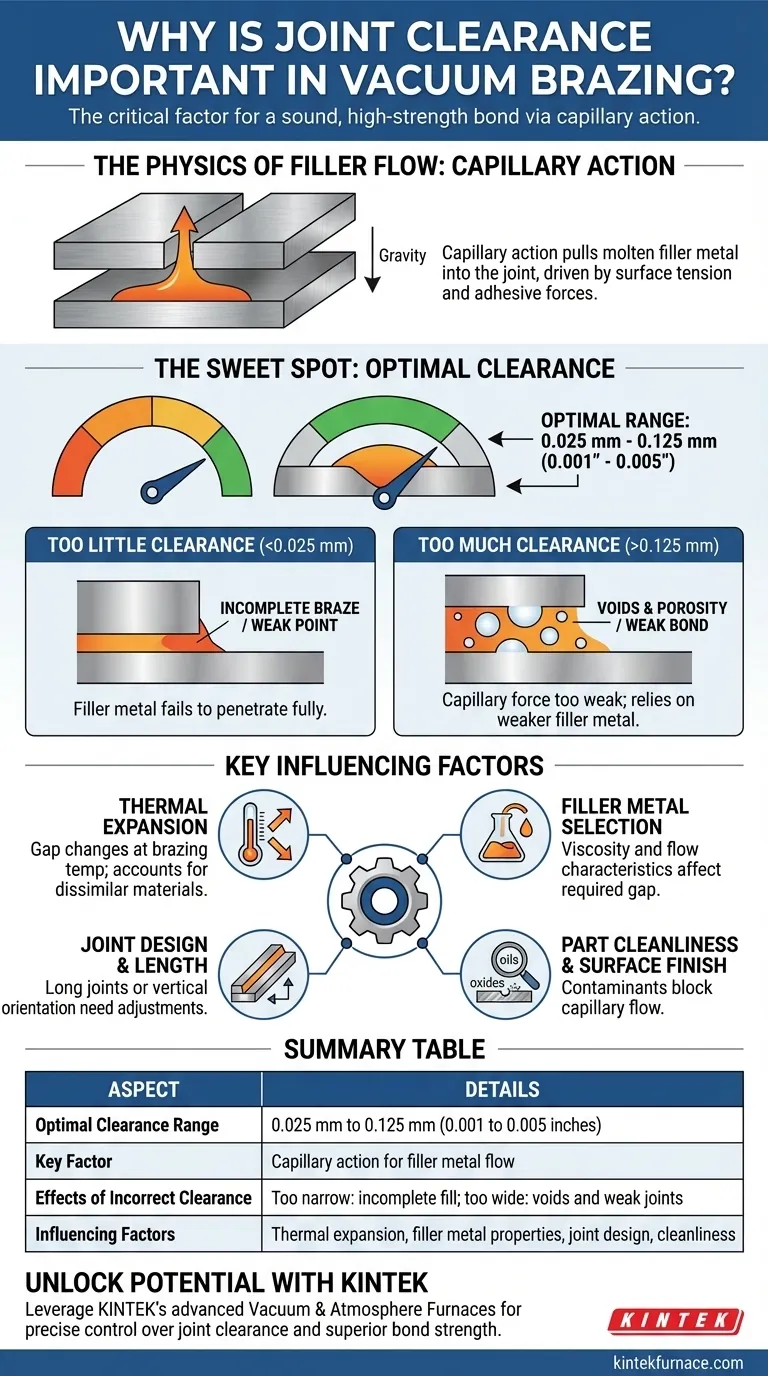
毛細管現象とは、液体が重力などの反発力に逆らってでも、狭い空間に引き込まれる傾向のことです。この現象は、液体の表面張力と、液体とギャップの表面間の接着力によって引き起こされます。
ろう付けでは、溶融したろう材がこの力によって接合部に「引き込まれ」、表面を濡らし、ギャップ全体を満たします。
クリアランスの「スイートスポット」
ほとんどの一般的なろう付けろう材にとって、最適な接合部クリアランスは0.025 mmから0.125 mm(約0.001から0.005インチ)の間です。
この範囲は、ろう材を接合部全長にわたって引き込むのに十分な毛細管力を提供し、液体金属が妨げられることなく流れるのに十分な広さです。
クリアランスが少なすぎる場合の問題
接合部クリアランスが狭すぎると、溶融したろう材がギャップに完全に浸透できない場合があります。これにより、不完全なろう付けが生じ、結合されていない大きな領域ができてしまい、重大な弱点となります。
クリアランスが広すぎる場合の問題
ギャップが広すぎると、毛細管力が弱すぎて、ろう材を接合部全体に引き込むことができません。これにより、空隙、ポロシティ、および不完全な接合が生じます。
このシナリオでは、接合部の強度はろう材自体の強度に依存することになりますが、ろう材自体の強度は、ベースメタルが薄く強力な結合によって保持されている適切にろう付けされた接合よりも著しく弱いです。

主要な影響要因を理解する
ろう付け温度で正確なクリアランスを達成することは、単に部品を特定の寸法に機械加工するよりも複雑です。いくつかの要因を考慮する必要があります。
熱膨張
これは重要な考慮事項です。図面に指定された接合部クリアランスは、室温でのクリアランスです。アセンブリがろう付け温度まで加熱されると、異なる部品が膨張します。
異なる熱膨張係数を持つ異種材料をろう付けする場合、ギャップは温度によって閉じたり、著しく広がったりすることがあります。これは初期設計で計算し、考慮に入れる必要があります。
ろう材の選択
異なるろう材は、異なる粘度と流動特性を持っています。より流動性の高いろう材は、より狭いクリアランスでよりよく機能する可能性がありますが、より流動性の低いろう材は、完全な流れを確保するためにわずかに広いギャップを必要とする場合があります。
接合部の設計と長さ
ろう材が移動しなければならない距離は重要です。非常に長い接合部では、ろう材が凝固する前に全体に浸透できるように、最適な範囲の広い側のクリアランスが必要となる場合があります。接合部の向き(水平対垂直)も、ろう材の流れに対する重力の影響に影響を与えます。
部品の清浄度と表面仕上げ
クリアランスの直接的な側面ではありませんが、ベースメタル表面の状態は非常に重要です。酸化物、油、汚染物質は濡れ性を妨げ、毛細管の流れを阻害し、機械的クリアランスが完璧であってもろう材を効果的にブロックします。
これをプロジェクトに適用する方法
最適なクリアランスを選択するには、これらの要因とコンポーネントの主要な目標とのバランスを取る必要があります。
- 最大の機械的強度を重視する場合:最適な範囲の狭い側(例:0.025~0.05 mm)を目指してください。これは通常、最も強力な接合を作成します。
- 大型または複雑な部品で完全な接合部充填を確保することを重視する場合:より長い距離にわたるろう材の流れを容易にするために、範囲の中央から上側(例:0.05~0.125 mm)のクリアランスを検討してください。
- 異種材料のろう付けを重視する場合:最初のステップとして、ろう付け温度での接合部クリアランスを計算し、熱サイクル中にギャップが最適な範囲内に維持されることを確認する必要があります。
接合部クリアランスを適切に制御することは、単なるベストプラクティスではなく、成功したろう付け接合を定義する基本的な原則です。
要約表:
| 側面 | 詳細 |
|---|---|
| 最適なクリアランス範囲 | 0.025 mm~0.125 mm(0.001~0.005インチ) |
| 主要因子 | ろう材の流れのための毛細管現象 |
| 不適切なクリアランスの影響 | 狭すぎると:不完全な充填;広すぎると:空隙と弱い接合 |
| 影響因子 | 熱膨張、ろう材の特性、接合部の設計、清浄度 |
KINTEKで真空ろう付けプロセスの可能性を最大限に引き出しましょう!卓越した研究開発と自社製造を活用し、当社は真空炉・雰囲気炉やCVD/PECVDシステムのような高度な高温炉ソリューションを、お客様固有のニーズに合わせて提供します。当社の高度なカスタマイズ機能は、優れた接合強度と信頼性のために、接合部のクリアランスやその他の重要なパラメータを精密に制御することを保証します。不適切なクリアランスが結果を損なうことのないように、今すぐお問い合わせください。当社の専門知識がお客様の研究所の効率と成功をどのように高めることができるかをご相談ください!
ビジュアルガイド
関連製品
- 真空熱処理焼結ろう付炉
- ラミネーションと加熱のための真空ホットプレス炉機械
- ステンレス鋼クイックリリースバキュームチェーン3セクションクランプ
- 304 316 ステンレス鋼の真空システムのための高い真空の球停止弁
- ステンレス鋼 KF ISO 真空フランジ ブラインド プレート高真空システム用



















