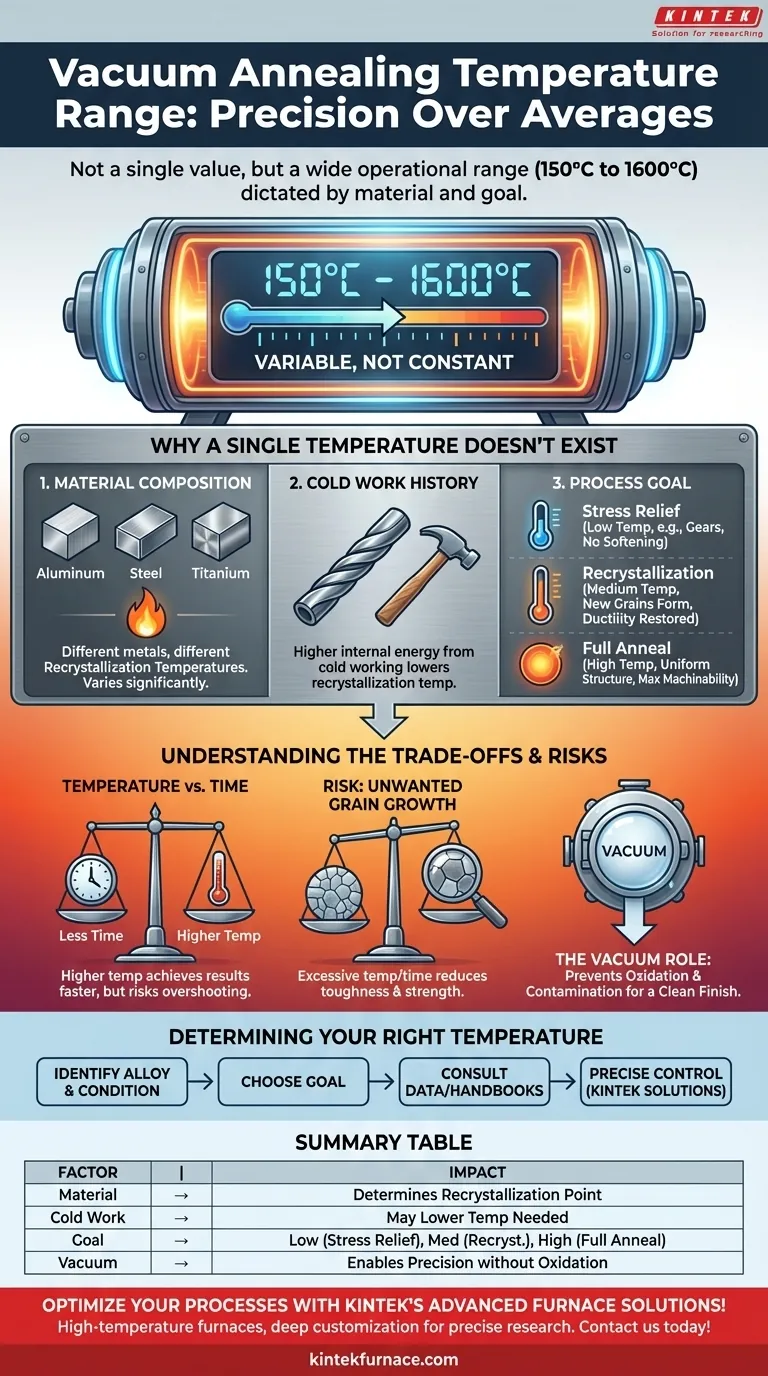
真空アニールの典型的な温度は単一の値ではなく、特定の材料と望ましい結果によって完全に決まる広い動作範囲です。真空炉は150℃から1600℃(300°Fから2900°F)までのどこでも動作できますが、特定の作業の実際の処理温度は、特定の冶金学的変化を達成するために精密に選択されます。
理解すべき中心的な原則は、アニール温度が定数ではなく変数であるということです。ストレスの緩和から結晶粒構造の根本的な変更まで、処理の目的、材料の組成、冷間加工の履歴に基づいて慎重に選択されなければなりません。
単一の「典型的な」温度が存在しない理由
材料を加熱するだけでは十分ではありません。温度は目的に合わせて調整する必要があります。正しい温度を決定するいくつかの重要な要因があるため、画一的な答えは非現実的で誤解を招きます。
材料組成の役割
異なる金属や合金は、大きく異なる特性を持っています。アルミニウムを完全にアニールする温度では、鋼にはほとんど効果がありません。
各材料には独自の再結晶温度があります。これは、新しい歪みのない結晶粒が形成され始める点です。この温度は、アニールプロセスにとって主要なベンチマークとなります。
冷間加工の影響
冷間加工(室温での圧延、引抜き、鍛造など)は、材料の結晶構造にストレスと欠陥を導入します。
重度に冷間加工された材料は、より多くの内部エネルギーを蓄積しています。これにより、再結晶を開始し、その延性を回復させるのに必要な温度が低くなる可能性があります。
アニールプロセスの目的
「アニール」という用語は、それぞれ異なる温度プロファイルと目的を持ついくつかの異なる熱処理を網羅しています。
- 応力除去:これは、再結晶点よりもはるかに低い最低温度で行われます。その唯一の目的は、材料を軟化させることなく、機械加工や溶接による内部応力を軽減することです。
- 再結晶:これは、冷間加工の影響を排除し、材料をより柔らかく、より延性にするために、再結晶温度またはそのすぐ上で実行されます。
- 完全アニール:これは、非常に均一で柔らかい結晶粒構造を作成するために、より高い温度を必要とし、多くの場合、最大の加工性を実現します。この温度からの冷却速度も重要です。

トレードオフの理解
適切な温度を選択するには、望ましい結果と潜在的なリスクのバランスを取る必要があります。真空環境自体が、成功する結果を確実にする上で重要な役割を果たします。
温度対時間
熱処理は、温度と時間の関係に従います。高い温度は、より短い時間で望ましい結果を達成できることがよくあります。
しかし、この加速には大きなリスクが伴います。最適な温度を超えると、容易に元に戻せない望ましくない影響が生じる可能性があります。
望ましくない結晶粒成長のリスク
過度の温度や時間を使用する最も一般的な落とし穴は、結晶粒成長です。
再結晶が完了した後も、材料が温度に保たれると結晶粒は成長し続けます。大きく粗い結晶粒は、材料の靭性や強度を著しく低下させる可能性があります。
真空の重要性
真空を使用する主な目的は、酸化と表面汚染を防ぐことです。高温では、ごくわずかな酸素でも材料の表面に破壊的な酸化膜を生成する可能性があります。
真空環境は、完成品が明るく清潔で、空気中で加熱した場合に発生する表面欠陥がないことを保証します。
アプリケーションに適した温度の決定
理論から実践に移るには、温度を特定の目的に合わせる必要があります。常に、正確な合金とその状態を特定することから始めます。
- 機械加工後の応力除去が主な焦点である場合:材料のアニール範囲の下限で、その臨界再結晶温度よりはるかに低い温度で操作します。
- 重度の冷間加工後の延性回復が主な焦点である場合:冶金ハンドブックや材料データシートに記載されている、材料の特定の再結晶温度を目標にする必要があります。
- 最高の柔らかさと加工性を達成することが主な焦点である場合:完全アニールが必要になる可能性が高く、その合金に指定されたより高い温度と精密に制御された冷却速度が必要です。
- 材料の履歴や特性が不明な場合:高価なエラーを避けるために、必ず材料データシートを参照するか、その特定の合金に関する確立された冶金ガイドラインから開始してください。
最終的に、精密な温度制御こそが、アニールを単なる加熱プロセスから材料工学の強力なツールへと変えるものなのです。
要約表:
| 要因 | 温度への影響 |
|---|---|
| 材料組成 | 再結晶温度を決定します。合金によって異なります(例:アルミニウム対鋼)。 |
| 冷間加工レベル | 冷間加工が多いほど、必要な再結晶温度が低くなる可能性があります。 |
| プロセス目標 | 応力除去(低温)、再結晶(中温)、完全アニール(高温)。 |
| 真空環境 | 酸化を防ぎ、汚染なしに精密な制御を可能にします。 |
KINTEKの高度な炉ソリューションで、真空アニールプロセスを最適化しましょう!優れたR&Dと社内製造を活用し、当社はさまざまな研究室にマッフル炉、チューブ炉、ロータリー炉、真空・雰囲気炉、CVD/PECVDシステムなどの高温炉を提供しています。当社の強力な深いカスタマイズ能力は、お客様固有の実験要件との正確な整合性を保証し、効率と材料結果を向上させます。今すぐお問い合わせください。お客様の特定のアプリケーションをどのようにサポートできるかご相談ください!
ビジュアルガイド