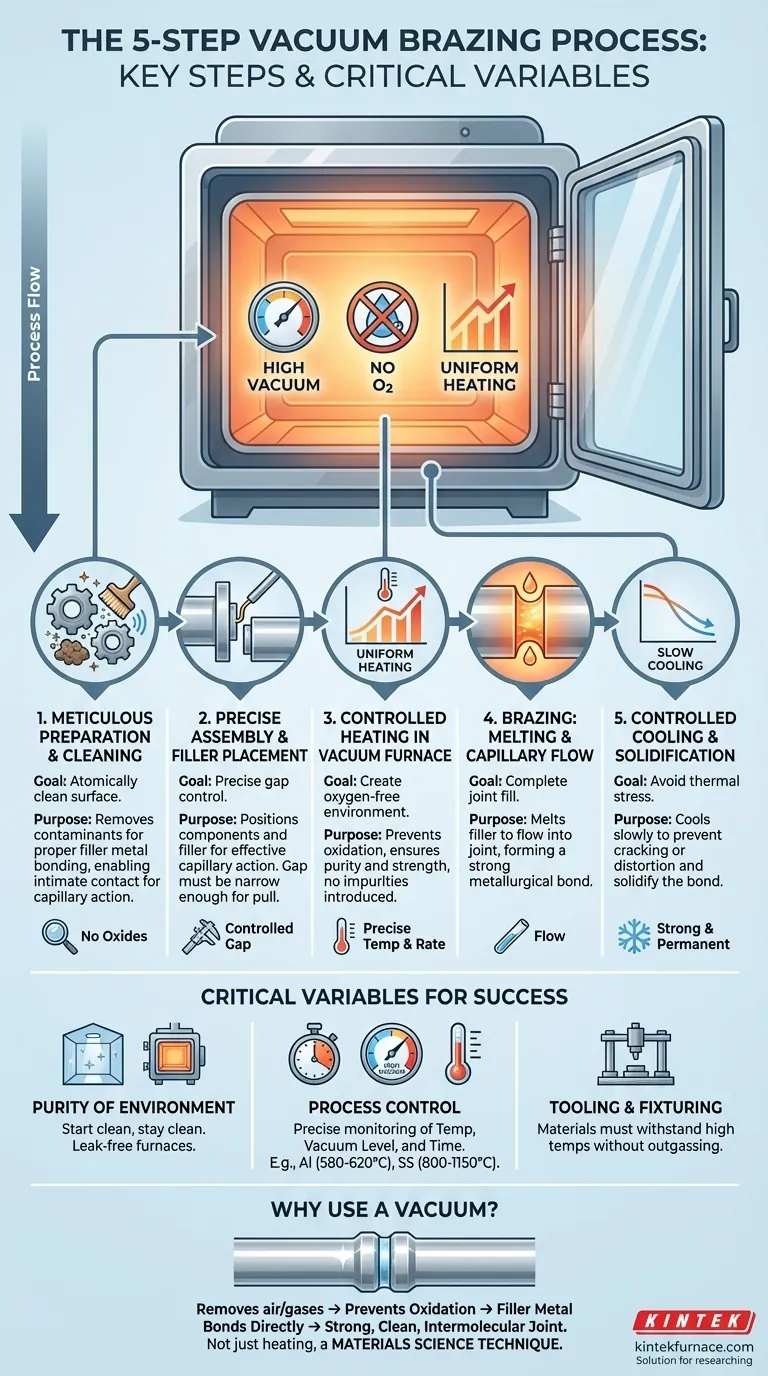
真空ろう付けの核心は、以下の5つのステップからなるプロセスです。構成部品を綿密に洗浄および準備し、接合部にろう材を配置して組み立て、真空炉内でアセンブリを加熱し、ろう材を溶融させて接合部に流し込み、最後に部品を冷却して結合を固化させます。真空環境は、そうでなければ強固でクリーンな接合を妨げる酸化物の形成を防ぐため、非常に重要な要素です。
真空ろう付けは単なる加熱プロセスではありません。構成部品を溶融させることなく冶金学的結合を形成するために、制御された汚染のない環境を利用する材料科学技術です。成功は加熱よりも、表面の絶対的な清浄度とプロセスの制御精度にかかっています。
基本原理:なぜ真空を使用するのか?
真空炉を使用する主な目的は、非常にクリーンな環境を作り出すことです。空気やその他のガスを除去することで、酸化のリスクを排除します。
酸化の防止
金属が加熱されると、空気中の酸素と急速に反応し、表面に酸化層を形成します。この酸化層は障壁となり、ろう材が部品の表面に適切に「濡れ」ず、接合部に流れ込むのを妨げます。
真空は酸素を除去し、ろう材が純粋な母材と直接結合することを可能にします。これはろう付けが作り出す強力な分子間結合に不可欠です。
純度と強度の確保
真空環境は、加熱プロセス中に接合部に不純物が混入しないことを保証します。これにより、強固であるだけでなく、しばしば母材と同じくらいクリーンで明るい接合部が形成され、後処理の洗浄がほとんど、あるいはまったく必要ありません。
プロセスのステップバイステップの内訳
真空ろう付けサイクルにおける各ステップは、鎖の重要なリンクです。いずれかのステップでの不具合は、最終的な接合部の完全性を損ないます。
ステップ1:綿密な準備と洗浄
これは間違いなく最も重要なステップです。すべての構成部品は、油、グリース、汚れ、そして最も重要な既存の表面酸化物を除去するために徹底的に洗浄されなければなりません。原子レベルでクリーンな表面が目標です。
効果的な洗浄は、溶融したろう材が母材と密接に接触できるようにします。これは、液体金属を隙間に引き込む毛細管現象の前提条件です。
ステップ2:正確な組み立てとろう材の配置
構成部品は最終的な構成に組み立てられます。ろう材は、しばしばワイヤー、ペースト、または事前に成形されたシムの形で、接合部の入口に配置されます。
構成部品間の隙間は正確に制御されなければなりません。ろう材が流れるのに十分な広さであると同時に、液体金属を隙間に引き込む力である毛細管現象が効果的に作用するのに十分な狭さである必要があります。
ステップ3:炉内での制御された加熱
組み立てられた部品は真空炉に装填されます。炉は密閉され、高真空が引かれます。
部品は、綿密に計画された熱プロファイルに従って加熱されます。加熱速度は、アセンブリのすべての部分が均一に目標温度に達することを保証し、熱応力を防ぐために制御されます。
ステップ4:ろう付け — 溶融と毛細管流動
アセンブリは指定されたろう付け温度に加熱されます。この温度は、ろう材の液相線温度(完全に液体になる点)より高く、母材の固相線温度(溶融を開始する点)より低い温度です。
アセンブリはこの温度で特定の時間保持され、ろう材が完全に溶融し、毛細管現象によって流動し、接合部全体を満たすことを可能にします。
ステップ5:制御された冷却と固化
ろう付けが完了した後、アセンブリは炉内で制御された方法で冷却されます。熱応力の導入を防ぎ、接合部に亀裂が入ったり、部品が歪んだりするのを防ぐために、ゆっくりとした冷却が重要です。
冷却されると、ろう材は固化し、構成部品間に強力で永続的で、しばしば気密な冶金学的結合を形成します。
成功のための重要な変数の理解
完璧なろう付けを実現するには、単にステップに従うだけでなく、結果に影響を与える変数をマスターする必要があります。
環境の純度
成功は、部品が炉に入る前から始まります。クリーンな組立室と高品質で漏れのない真空炉は不可欠です。この段階で導入された汚染は、接合部の故障につながる可能性があります。
プロセス制御の重要性
温度、真空度、時間などの主要なプロセス変数は、正確に監視および制御されなければなりません。例えば、アルミニウム合金のろう付け温度は通常580°Cから620°Cですが、ステンレス鋼や超合金のような他の材料では800°Cから1150°Cの温度が必要となる場合があります。
ツーリングと固定具の役割
炉内で構成部品を保持するために使用されるツールや固定具は、高温に耐え、変形したり脱ガス(閉じ込められたガスを放出すること)したりしない材料で作られていなければなりません。脱ガスは真空度を損ないます。
これをプロジェクトに適用する方法
特定の目標によって、プロセスのどの側面に最も注意を払うべきかが決まります。
- 接合強度を最大限にすることが主な焦点の場合:綿密な表面洗浄と精密な温度制御を優先し、完全で空隙のない充填を確実にします。
- 複雑な形状を接合することが主な焦点の場合:毛細管現象の経路を最適化するために、接合設計とろう材の配置に集中します。
- 異種材料を接合することが主な焦点の場合:材料の熱膨張率に細心の注意を払い、残留応力を最小限に抑える冷却サイクルを設計します。
結局のところ、真空ろう付けの成功は精密さの学問であり、制御された環境が他の方法では達成できない接合部の作成を可能にします。
要約表:
| ステップ | 主要なアクション | 目的 |
|---|---|---|
| 1 | 綿密な準備と洗浄 | 適切なろう材の結合のために汚染物質を除去する |
| 2 | 正確な組み立てとろう材の配置 | 毛細管現象のために構成部品とろう材を配置する |
| 3 | 真空炉内での制御された加熱 | 酸化を防ぐため、酸素のない環境で均一に加熱する |
| 4 | ろう付け — 溶融と毛細管流動 | ろう材を溶融させて接合部に流し込み、冶金学的結合を形成する |
| 5 | 制御された冷却と固化 | 応力を避けるためにゆっくりと冷却し、結合を固化させる |
完璧な真空ろう付けの結果を達成する準備はできていますか? KINTEKは、優れた研究開発と自社製造を活かし、マッフル炉、管状炉、回転炉、真空炉および雰囲気炉、CVD/PECVDシステムなどの高度な高温炉ソリューションを提供しています。強力な深いカスタマイズ能力により、お客様の独自の実験ニーズに正確に応え、より強力でクリーンな接合部を実現します。今すぐお問い合わせください。当社の専門知識がお客様のプロジェクトをどのように強化できるかをご相談ください!
ビジュアルガイド